Choke valves represent a fundamental, non-negotiable component within the complex infrastructure of oil and gas production and transportation systems. Their primary function – to exert precise control over fluid flow – underpins safety, efficiency, and reservoir management across diverse operations. Understanding their critical role is key to effective facility design and operation.
Core Functions Defining Importance
-
Critical Wellbore Pressure Control:
-
During initial well flowback, clean-up, or production startup, reservoir pressure can significantly exceed downstream processing or pipeline pressure.
-
Choke valves are the primary engineered safety barrier preventing this high pressure from surging uncontrolled into surface equipment. They create a deliberate pressure drop ("choke"), protecting separators, flowlines, and personnel from overpressure events or catastrophic failure.
-
Maintaining surface pressure above the hydrocarbon dew point or hydrate formation pressure is also managed via choke valve adjustment.
-
-
Precise Flow Rate Regulation:
-
Optimizing production requires managing the flow rate from the reservoir. Unrestricted flow can lead to coning (unwanted water or gas breakthrough), rapid pressure depletion damaging the reservoir formation, or overwhelming downstream processing capacity.
-
Choke valves provide the necessary means to restrict and finely tune the volumetric flow rate of produced fluids (oil, gas, water, sand mixture) to sustainable and optimal levels, aligning with reservoir management strategies and facility constraints.
-
-
Facilitating Controlled Well Testing:
-
Accurate measurement of flow rates, pressures, and fluid composition is vital for reservoir characterization and allocation.
-
Choke valves enable the stabilization of flow conditions essential for reliable well testing using multiphase flow meters (MPFMs) or test separators. By fixing the choke setting, a steady-state flow is achieved, allowing for accurate data collection.
-
-
Protection Against Erosion:
-
High-velocity flow, particularly when carrying sand or other solids, causes severe erosion in pipelines and equipment.
-
By creating a controlled pressure drop at a single, robust point (the choke valve itself, designed for this service), erosion is localized. The valve absorbs the damaging energy, protecting more extensive and expensive downstream piping, valves, and vessels. Replaceable hardened trim materials (e.g., tungsten carbide) further enhance erosion resistance.
-
Types of Choke Valves in Service
-
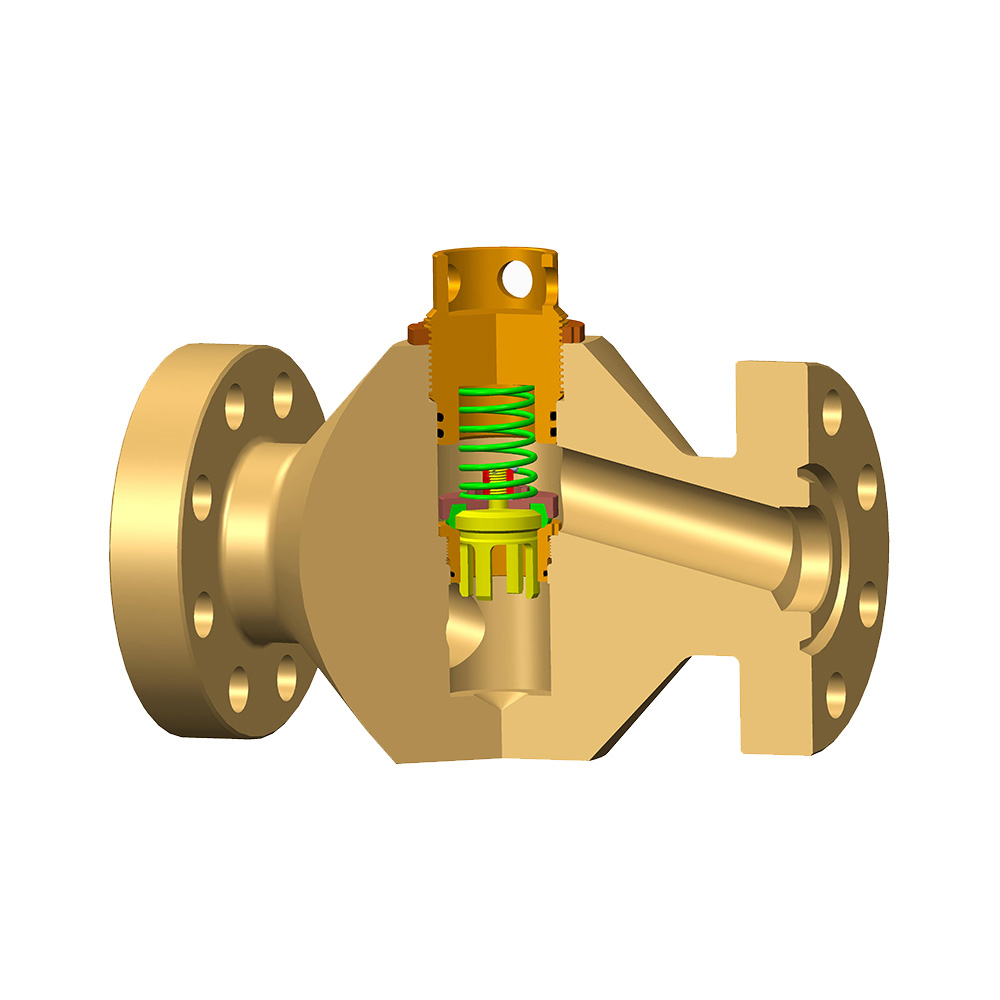
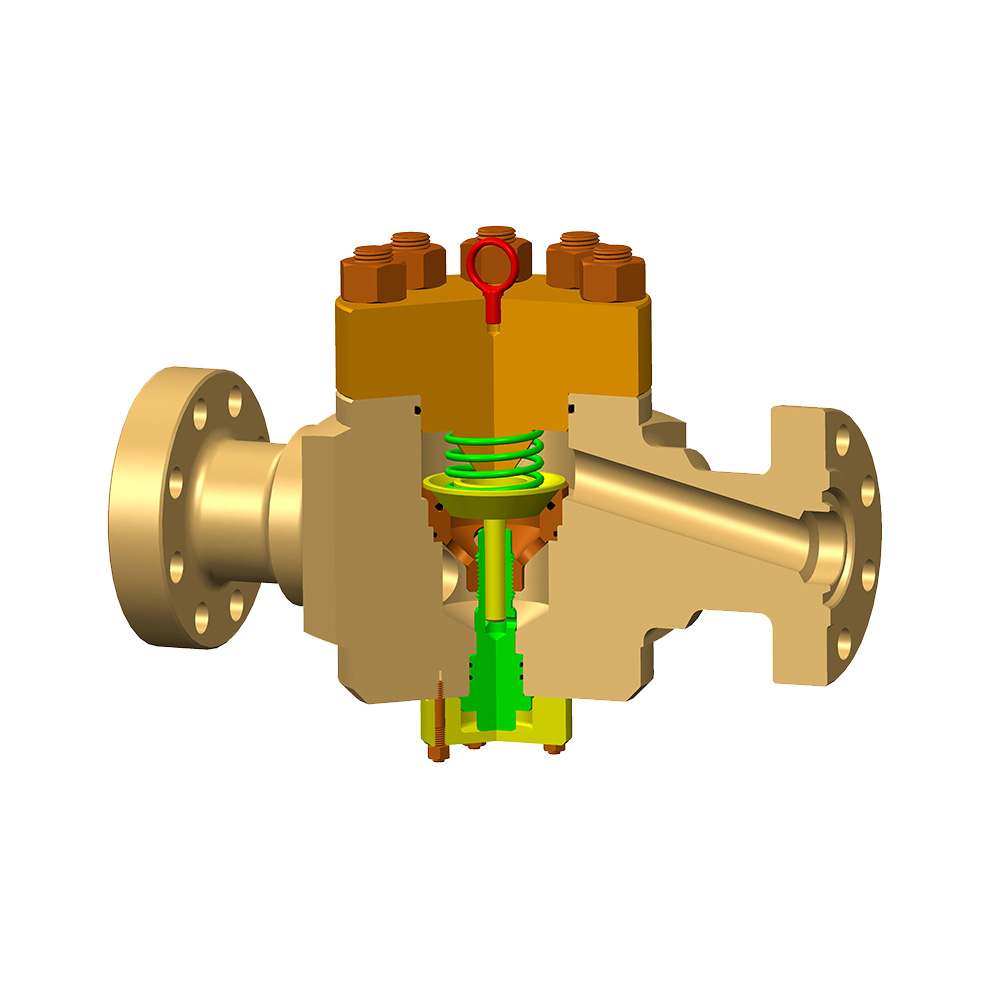
Positive Chokes: Fixed orifice devices providing a constant pressure drop. Simple and robust, but inflexible. Used where flow conditions are stable and unchanging.
-
Adjustable Chokes: Allow operators to vary the orifice size to achieve the desired flow rate or pressure drop. Essential for dynamic operations like well clean-up, production optimization, and testing.
-
Needle and Seat: Fine control, common in smaller sizes or cleaner service.
-
Cage and Plug (Multiple Path): Superior for handling erosive flows (sand, solids) and higher capacities. The most prevalent type in demanding upstream applications. Flow is distributed through multiple small holes in a cage, reducing localized velocity and erosion impact.
-
Key Selection and Operational Considerations
-
Service Conditions: Pressure rating, temperature range, fluid composition (corrosivity), sand/solid content, and expected flow rates dictate valve design, materials (body, trim), and type.
-
Erosion Resistance: Critical for sandy wells. Hardened trim materials (tungsten carbide, ceramics) are standard in erosive environments. Cage-style designs inherently offer better erosion resistance than single-orifice types.
-
Control Method: Manual operation suffices for infrequent adjustments. Hydraulic or electric actuation is necessary for remote operation, automated control loops (e.g., maintaining separator pressure), or integration into digital oilfield systems.
-
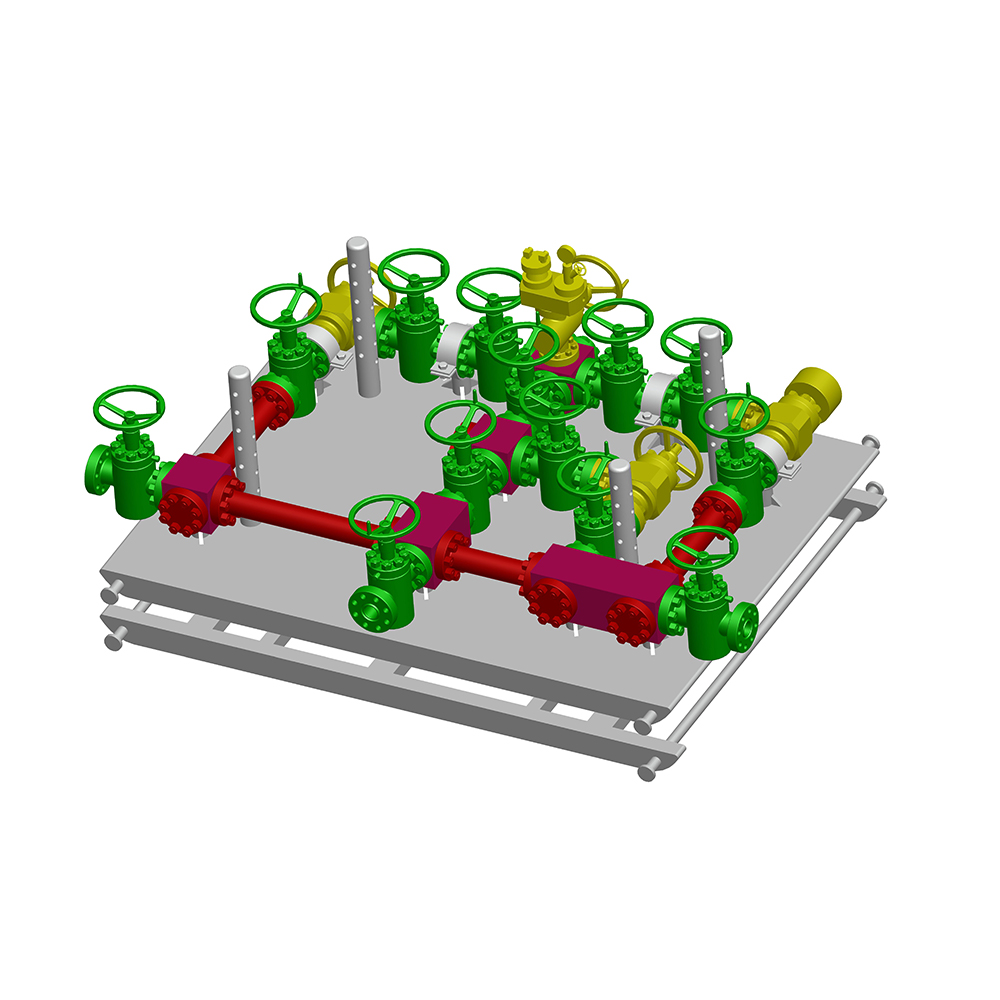
Maintenance and Accessibility: Choke valves, especially in erosive service, are wear items. Design must allow for isolation, removal, and replacement of trim components. Redundancy (e.g., dual chokes) is often employed on critical wells to allow maintenance without shutting down production.
Choke valves are far more than simple restrictions in a pipeline. They are sophisticated control devices performing the vital, safety-critical tasks of managing wellbore pressure, regulating flow to protect reservoirs and facilities, enabling accurate measurement, and mitigating erosive damage. Their reliable performance is fundamental to the safe, efficient, and optimized operation of oil and gas wells and production systems. Selecting the correct type, materials, and control system for the specific application, coupled with appropriate maintenance protocols, is paramount for ensuring their essential role is fulfilled effectively throughout the asset lifecycle.