Short Answer: Expanding gate valves used in harsh oilfield environments are primarily constructed from carbon steel, alloy steel (e.g., F22, F91), stainless steel (e.g., 316, 316L), duplex and super duplex stainless steel, and nickel-based alloys (e.g., Inconel, Incoloy). Seat and sealing surfaces often use Stellite, tungsten carbide, or PTFE/PEEK, while stems are typically made from hardened 17-4PH stainless steel or Monel for corrosion resistance under extreme pressure and temperature conditions.
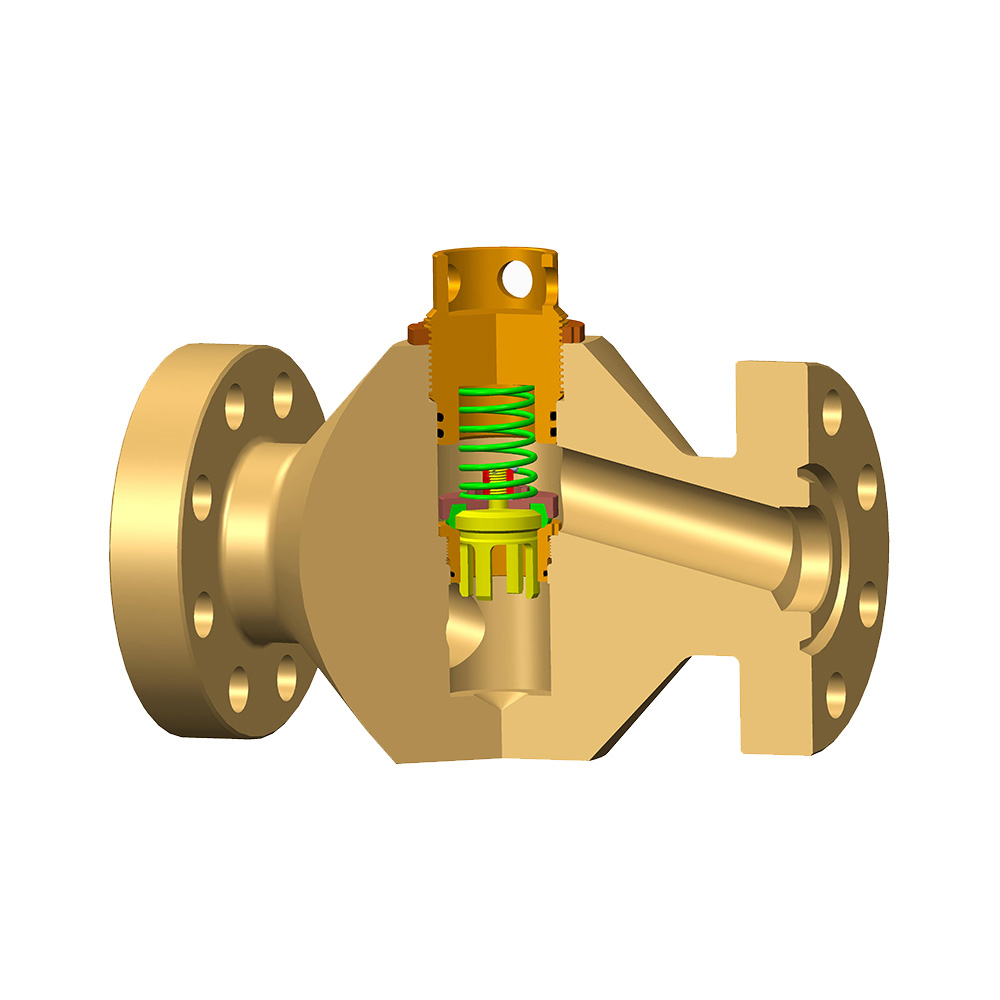
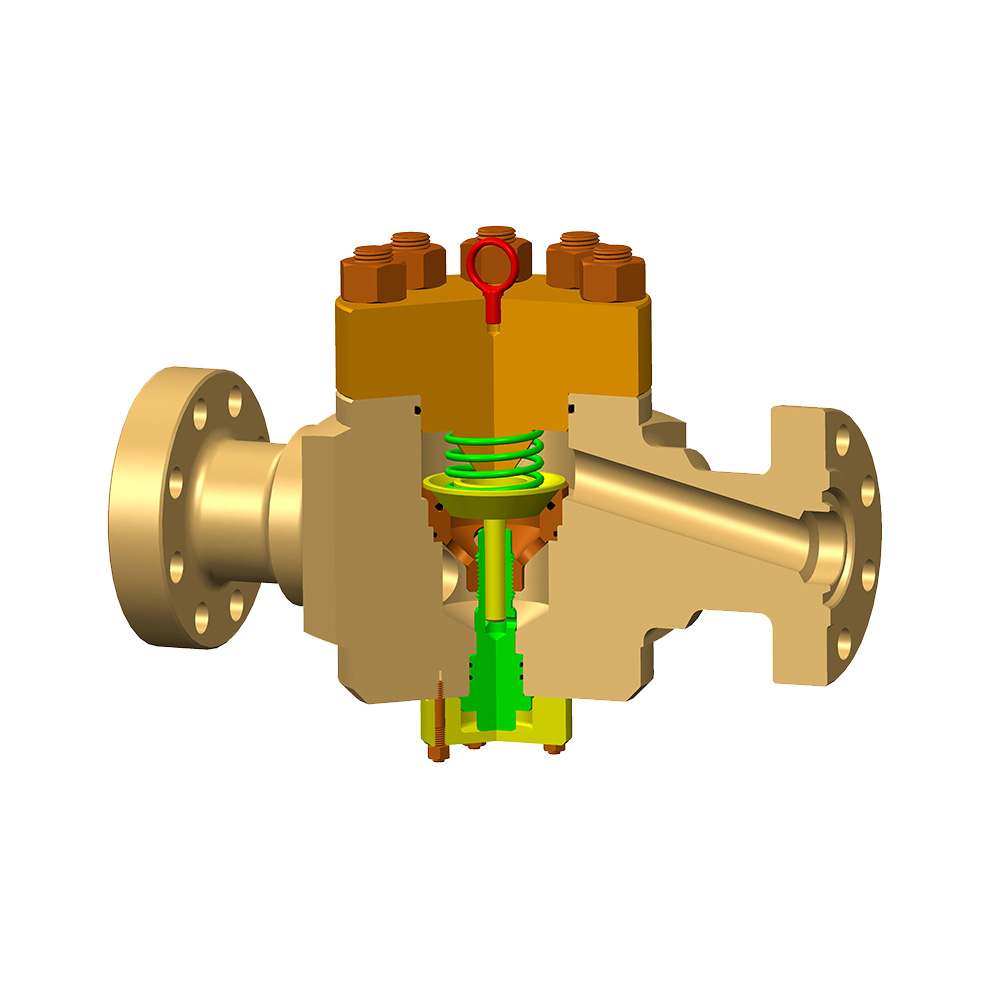
In the demanding world of oil and gas production, expanding gate valves serve as critical isolation components along pipelines, wellheads, Christmas trees, and processing facilities. Unlike standard gate valves, expanding gate valves feature a unique two-piece gate and segment design that expands mechanically against both upstream and downstream seats during closing, delivering a truly bidirectional, zero-leakage seal. This design requires each component to withstand not only high pressures and temperatures, but also corrosive media, erosive fluids, and sour gas (H₂S) environments — all common in oilfield service.
Choosing the right material is therefore not a cosmetic decision but an engineering-critical one. This article provides a comprehensive breakdown of the materials used in every major component of expanding gate valves and explains why each choice matters for performance, longevity, and safety in harsh oilfield conditions.
Content
- Why Material Selection Is Critical for Expanding Gate Valves
- Valve Body and Bonnet Materials
- Gate and Segment Materials
- Seat and Sealing Surface Materials
- Stem Materials
- Packing and Gasket Materials
- Nickel-Based Alloys for Extreme HPHT and Sour Service
- Key Standards Governing Material Selection
- Frequently Asked Questions (FAQ)
- Conclusion
Why Material Selection Is Critical for Expanding Gate Valves
Oilfield environments impose some of the most severe service conditions on any industrial valve. Key challenges include:
- High Pressure: Wellhead and pipeline pressures commonly range from 3,000 to 15,000 PSI (ANSI Class 600 to Class 2500), demanding materials with high tensile and yield strength.
- Extreme Temperatures: Service temperatures can span from cryogenic lows (-50°F / -46°C) in LNG facilities to above 600°F (316°C) in steam injection and enhanced oil recovery operations.
- Sour Service (H₂S): Hydrogen sulfide gas triggers sulfide stress cracking (SSC) in susceptible metals — materials must comply with NACE MR0175 / ISO 15156.
- Corrosive Media: Produced fluids often contain chlorides, CO₂, and brine, requiring corrosion-resistant alloys (CRAs).
- Erosive Flow: Sand-laden and multiphase fluid streams cause mechanical wear on internal surfaces.
Because expanding gate valves rely on precise mechanical expansion to achieve their seal, even minor material degradation in any component can compromise sealing integrity and operational safety. This is why oilfield valve specifications follow stringent standards such as API 6A, API 6D, NACE MR0175, and ASTM/ASME material specifications.
Valve Body and Bonnet Materials
The body and bonnet form the pressure-containing envelope of the valve. Material selection here depends on pressure class, temperature, and fluid corrosivity.
Carbon Steel (ASTM A216 WCB / ASTM A105)
Carbon steel is the baseline material for expanding gate valves in non-corrosive, moderate-temperature service (up to approximately 450°F / 232°C). ASTM A216 Grade WCB is commonly used for cast bodies, while A105 serves forged configurations. It offers excellent mechanical strength, machinability, and cost efficiency but is susceptible to corrosion and unsuitable for sour or chloride-rich environments without protective coatings.
Alloy Steel (ASTM A217 WC6 / WC9 / C12A)
For elevated-temperature service — such as steam injection or high-pressure gas wells — alloy steels such as Grade WC6 (1.25Cr-0.5Mo) and WC9 (2.25Cr-1Mo) provide superior creep resistance and oxidation resistance. These materials are the industry standard for expanding gate valves operating continuously above 500°F (260°C).
Stainless Steel (ASTM A351 CF8M / CF3M)
Stainless steel bodies — particularly CF8M (316 equivalent) and CF3M (316L equivalent) — are selected for moderate corrosive service involving CO₂, dilute acids, or produced water with chlorides. The low carbon "L" grades resist sensitization during welding. Stainless steel provides a significant upgrade in corrosion resistance over carbon steel with manageable cost increase.
Duplex and Super Duplex Stainless Steel (ASTM A890 / A995)
Duplex stainless steels (e.g., Grade 4A / UNS S31803) and super duplex grades (e.g., Grade 6A / UNS S32750) are increasingly specified for subsea and offshore expanding gate valves. Their dual austenitic-ferritic microstructure delivers twice the yield strength of standard austenitic stainless, combined with excellent resistance to pitting corrosion and chloride stress corrosion cracking — a crucial advantage in deepwater and high-chloride environments.
Body Material Comparison for Expanding Gate Valves
| Material | Max Temp | Corrosion Resistance | Sour Service (NACE) | Typical Application |
| Carbon Steel WCB | 450°F / 232°C | Low | Limited | Onshore pipelines, dry gas |
| Alloy Steel WC9 | 600°F / 316°C | Moderate | Conditional | Steam injection, HT wells |
| Stainless CF8M | 800°F / 427°C | Good | Yes (with limits) | Produced water, CO₂ service |
| Super Duplex S32750 | 572°F / 300°C | Excellent | Yes | Subsea, offshore, high chloride |
| Inconel 625 | 1000°F / 538°C | Superior | Yes | HPHT, deep sour gas wells |
Gate and Segment Materials
The gate assembly is the most mechanically dynamic component of an expanding gate valve. The two-piece gate and segment must slide against each other during operation and lock against the seats under pressure. These parts endure significant surface stress and must resist galling, erosion, and corrosion simultaneously.
- 17-4PH Stainless Steel (H900 / H1025): A precipitation-hardened stainless steel widely used for expanding gate valve internals. Hardened to HRC 30–40, it provides high strength and excellent corrosion resistance in both sour and non-sour applications. NACE-compliant heat treatments (H1025 or higher) are specified for H₂S service.
- 410 / 420 Stainless Steel: Martensitic grades used in moderate corrosion service; often applied with surface hardening treatments. Cost-effective but limited in highly aggressive chloride or H₂S environments.
- Monel K-500: An age-hardened nickel-copper alloy delivering outstanding resistance to seawater, brine, and reducing acids. Preferred for offshore and subsea expanding gate valves where galvanic corrosion risk must also be managed.
- Inconel 718: Used in ultra-high-pressure and high-temperature (HPHT) service, Inconel 718 maintains its mechanical properties far above the limits of standard stainless steels, making it ideal for deep-well expanding gate valves with pressures exceeding 10,000 PSI.
Seat and Sealing Surface Materials
The seating surfaces in expanding gate valves must sustain precise, leak-free metal-to-metal contact under thousands of PSI while resisting erosion and corrosion over years of cycling service. Seat materials are often distinct from the body material and may be applied as integral hardfacing overlays or as separate seat rings.
Stellite (Cobalt-Chromium Alloy)
Stellite (typically Grade 6 or Grade 21) is the most widely specified hardfacing material for expanding gate valve seats. Its cobalt-chromium-tungsten composition delivers exceptional hardness (HRC 38–45), galling resistance, and thermal stability. Stellite hardfacing is applied by GTAW (TIG) overlay or plasma transferred arc (PTA) welding onto the seat faces, providing a wear-resistant surface without sacrificing the toughness of the underlying steel.
Tungsten Carbide (WC)
Tungsten carbide coatings — applied by high-velocity oxygen fuel (HVOF) thermal spray — provide the highest hardness (HV 1100–1400) and erosion resistance available for valve seats. They are especially effective in sand-laden, abrasive fluid streams typical of wellhead and flowline service where Stellite would wear prematurely. WC coatings are thinner than weld overlays but bond metallurgically to the substrate.
PTFE and PEEK Soft Seats
Some expanding gate valves in lower-pressure or clean-fluid service incorporate PTFE (polytetrafluoroethylene) or PEEK (polyether ether ketone) seat inserts for bubble-tight sealing with minimal actuation torque. PTFE offers excellent chemical inertness and low friction, while PEEK provides superior mechanical strength and temperature resistance (up to 480°F / 249°C). These soft seats are not recommended for highly abrasive or particulate-laden flow.
| Seat Material | Hardness | Erosion Resistance | Corrosion Resistance | Best Use |
| Stellite 6 | HRC 38–45 | Good | Excellent | General HT/HP service |
| Tungsten Carbide | HV 1100–1400 | Superior | Good | Sandy, abrasive flow |
| PTFE | Shore D55 | Low | Excellent | Clean fluid, low pressure |
| PEEK | Shore D85 | Moderate | Excellent | Chemical service, moderate T |
Stem Materials
The valve stem transmits torque from the operator to the gate assembly and must resist both mechanical stress and corrosive attack from packing glands and process fluid exposure. In expanding gate valves, the stem also passes through the bonnet into the live process environment, making material selection especially important for fugitive emission control.
- 17-4PH Stainless Steel: The most common stem material in API 6A and API 6D expanding gate valves. It combines high tensile strength (min. 135 ksi in H900 condition) with excellent corrosion resistance and is NACE-compliant in H1025/H1075 conditions for sour service.
- Monel 400/K-500: Preferred for subsea valves and offshore applications in seawater or high-chloride environments. K-500 (age-hardened) provides higher strength than 400 while maintaining the alloy's outstanding corrosion resistance.
- 316 Stainless Steel: Used in less demanding service conditions, particularly where cost is a constraint and sour gas is not present. A reliable workhorse for surface-mounted expanding gate valves in moderate corrosive duty.
Packing and Gasket Materials
Stem packing and body-to-bonnet gaskets are the sealing elements that prevent fugitive emissions and external leaks. In harsh oilfield service, these materials must remain dimensionally stable across pressure and temperature cycles.
- Flexible Graphite (Grafoil): The industry-standard packing material for high-temperature, high-pressure expanding gate valves. Flexible graphite tolerates temperatures from cryogenic to over 900°F (482°C), provides excellent chemical resistance, and conforms to stem irregularities to maintain a fugitive-emission-compliant seal per ISO 15848.
- PTFE / Virgin PTFE: Suitable for chemical service, lower temperature ranges (up to ~450°F / 232°C), and where low friction on the stem is important for reducing actuation torque.
- Spiral Wound Gaskets (SS + Graphite): Body-to-bonnet joint sealing in expanding gate valves typically uses spiral wound gaskets with 316 stainless steel winding and flexible graphite or PTFE filler, conforming to ASME B16.20 and API 6A dimensional requirements.
- Ring Joint Gaskets (RTJ): For ANSI Class 900 and above, solid metal ring joint gaskets in soft iron, 316 SS, or F5 alloy steel provide the highest pressure integrity for expanding gate valve connections.
Nickel-Based Alloys for Extreme HPHT and Sour Service
As oilfields move into deeper and more technically challenging reservoirs, expanding gate valves are increasingly required to operate in conditions that exceed the capability of conventional stainless and alloy steels. Nickel-based alloys have become the material of choice for these extreme applications.
- Inconel 625 (UNS N06625): Offers outstanding resistance to both oxidizing and reducing corrosive media, as well as pitting, crevice corrosion, and stress corrosion cracking. Used for valve bodies, internal components, and overlay cladding in HPHT wells with H₂S and CO₂ co-production.
- Inconel 718 (UNS N07718): Age-hardened to very high strength levels (160 ksi minimum yield), Inconel 718 is used for stems, bolting, and gate components in the most demanding HPHT expanding gate valve applications, including completions valves and surface safety valves.
- Incoloy 825 (UNS N08825): A nickel-iron-chromium alloy with enhanced resistance to sulfuric and phosphoric acids, suitable for expanding gate valves in injection service where acidic fluids and H₂S are present simultaneously.
Key Standards Governing Material Selection
Material specifications for expanding gate valves in oilfield service are governed by internationally recognized standards. Compliance is mandatory for critical wellhead and pipeline applications:
| Standard | Scope |
| API 6A | Wellhead and Christmas tree equipment; material classes DD, EE, FF, HH for sour service severity |
| API 6D | Pipeline valve specification; material traceability, testing, and certification requirements |
| NACE MR0175 / ISO 15156 | Materials for oil and gas in H₂S-containing environments; defines hardness limits and qualified alloys |
| ASTM / ASME | Material procurement standards (A216, A217, A351, A890, A995, B564, etc.) for chemical composition and mechanical properties |
| ISO 15848 | Fugitive emission testing; relevant to packing and stem seal material qualification |
Frequently Asked Questions (FAQ)
Q1: What is the most common material used for expanding gate valve bodies in standard oilfield service?
Carbon steel (ASTM A216 WCB for castings, A105 for forgings) is the most commonly used body material for general-purpose expanding gate valves in non-corrosive hydrocarbon service. For sour or offshore duty, stainless steel or duplex grades are specified instead.
Q2: Are expanding gate valves suitable for H₂S sour service environments?
Yes, when manufactured with NACE MR0175-compliant materials. This requires body and internal materials to meet maximum hardness limits (HRC ≤22 for carbon/alloy steels), and specific heat treatment conditions for precipitation-hardened stainless steels and nickel alloys. All material certifications must trace to NACE-qualified specifications.
Q3: What hardfacing material is best for seat surfaces in erosive service?
Tungsten carbide HVOF coatings provide the best erosion resistance for abrasive, sand-laden service. Stellite 6 hardfacing is preferred for general high-temperature and high-pressure service due to its superior combination of hardness, toughness, and corrosion resistance.
Q4: Why is duplex stainless steel preferred for subsea expanding gate valves?
Duplex and super duplex stainless steels offer twice the yield strength of standard austenitic grades combined with superior resistance to chloride-induced pitting and stress corrosion cracking — the dominant corrosion mechanisms in seawater environments. Their high strength also enables lighter, more compact valve designs for deepwater installations.
Q5: Can the same expanding gate valve materials be used for both high-temperature and cryogenic service?
No — cryogenic service requires materials with certified Charpy impact toughness at low temperatures. Austenitic stainless steels (316/316L) and nickel alloys retain their toughness below -100°F (-73°C) and are suitable. Carbon steel loses ductility below approximately -20°F (-29°C) and must not be used in cryogenic expanding gate valve applications without special impact testing qualification.
Q6: How does the expanding mechanism affect material requirements compared to a standard gate valve?
The expanding mechanism creates localized contact stresses between the gate segments and seats that are higher than in conventional gate valves. This makes galling resistance a primary material requirement for the gate and seat contact surfaces — driving the selection of dissimilar hardness pairings (e.g., Stellite seats against 17-4PH gates) to prevent material transfer and welding at the contact interface during cycling.
Conclusion
The material selection for expanding gate valves deployed in harsh oilfield environments is a multi-dimensional engineering decision that directly determines valve reliability, service life, and safety performance. From carbon steel bodies in dry onshore pipelines to Inconel 718 internals in HPHT deep-well completions — each material tier is defined by its ability to resist the combined threats of pressure, temperature, corrosion, and erosion inherent to oil and gas production.
Key decision factors include the H₂S partial pressure (governing NACE compliance), chloride concentration (governing the choice between standard stainless and duplex/CRA grades), operating temperature range (governing alloy versus stainless choices), and abrasive particle content (governing seat hardfacing selection). Compliance with API 6A, API 6D, and NACE MR0175 provides the structural framework for material qualification.
For engineers specifying expanding gate valves, early engagement with the material data sheet (MDS) and a full environmental assessment of the service fluid ensures that the valve delivered to site will perform bidirectional isolation reliably throughout its design lifecycle — whether that is a 20-year subsea installation or a high-cycle wellhead application in a sour gas field.