In the complex and high-stakes environment of oil and gas production, controlling the immense power of subsurface reservoirs is paramount. Among the critical components installed at the wellhead, the choke valve plays an indispensable role in ensuring safety, stability, and efficiency.
Content
The Primary Function: Control and Regulation
At its core, the function of a choke valve is to control the flow rate and reduce the pressure of fluids produced from a well. When oil and gas are brought to the surface, they are under very high reservoir pressure. Allowing this pressure to flow unrestricted into the surface production facilities would be unsafe and operationally impractical.
The choke valve acts as a restrictive orifice, creating a pressure drop between the high wellbore pressure and the lower pressure of the surface flow lines and separators. This controlled restriction serves several critical purposes:
-
Flow Regulation: It manages the production rate of the well, allowing operators to produce at optimal levels that maximize recovery and conform to regulatory or reservoir management guidelines.
-
Pressure Control: It protects downstream surface equipment (such as separators and heaters) from being exposed to full wellhead pressure, preventing damage and ensuring safe operating conditions.
-
Flowing Bottom-Hole Pressure Control: By controlling the pressure at the surface, the choke valve indirectly regulates the pressure at the bottom of the well. This is crucial for preventing reservoir damage, such as sand production or water coning.
-
Kick and Blowout Prevention: During drilling or well control operations, a choke valve is a vital component of the blowout preventer (BOP) system. It is used to safely circulate out unexpected influxes of formation fluids (kicks) by applying surface back-pressure.
Main Types of Wellhead Choke Valves
Choke valves are primarily categorized into two types based on their method of adjustment:
1. Positive Chokes (Fixed Chokes)
-
Design: These are non-adjustable chokes with a fixed-size orifice.
-
Function: They provide a constant, predetermined pressure drop and flow rate.
-
Application: Positive chokes are typically used in stable, predictable well conditions where a consistent flow rate is desired. They are simple, robust, and less expensive but lack flexibility.
2. Adjustable Chokes
-
Design: These valves allow operators to vary the size of the orifice to adjust the flow rate and pressure drop. The two main designs are:
-
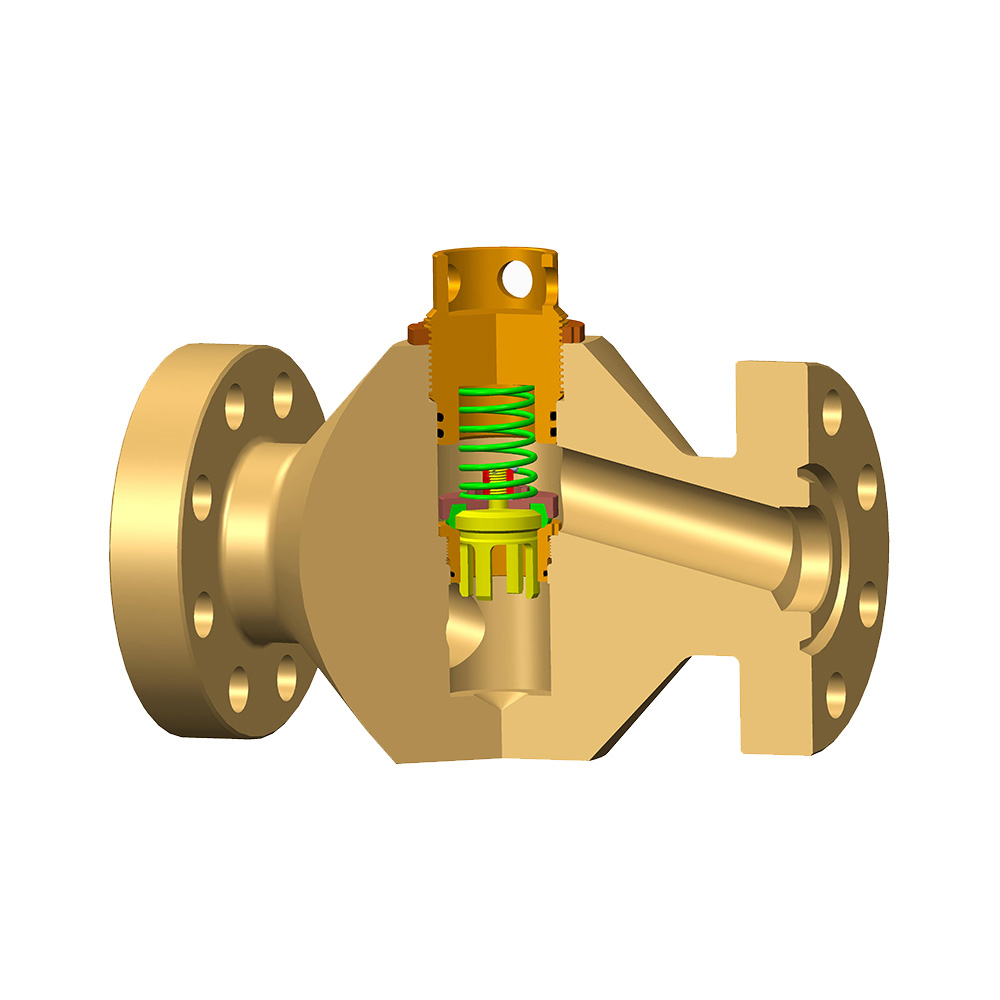
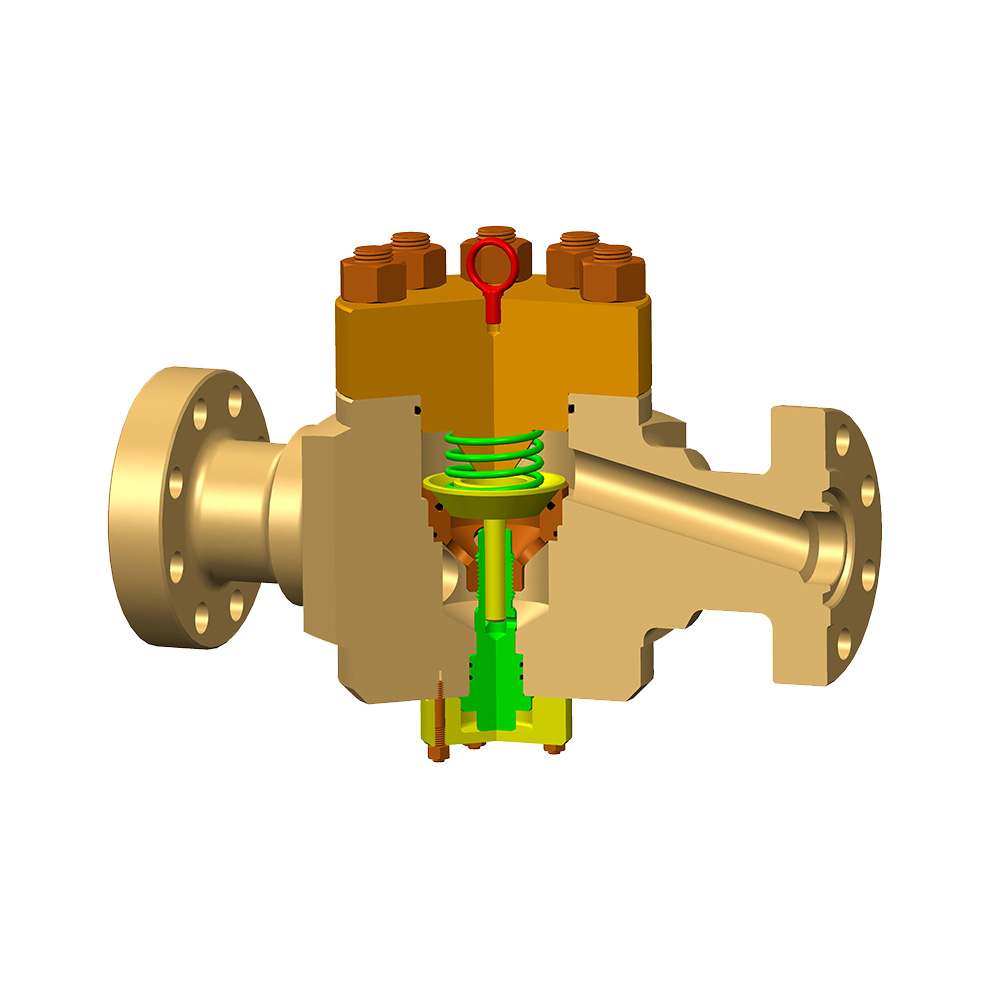
Needle and Seat: A tapered needle moves in and out of a seat, gradually changing the flow area. This design allows for precise control.
-
Bean and Cage: A perforated cage houses a sliding sleeve or plug that exposes different numbers and sizes of holes to the flow stream. This design is often more resistant to erosion from abrasive materials.
-
-
Application: Adjustable chokes are essential for wells with fluctuating pressures, during well clean-up operations, or for any situation requiring active flow management.
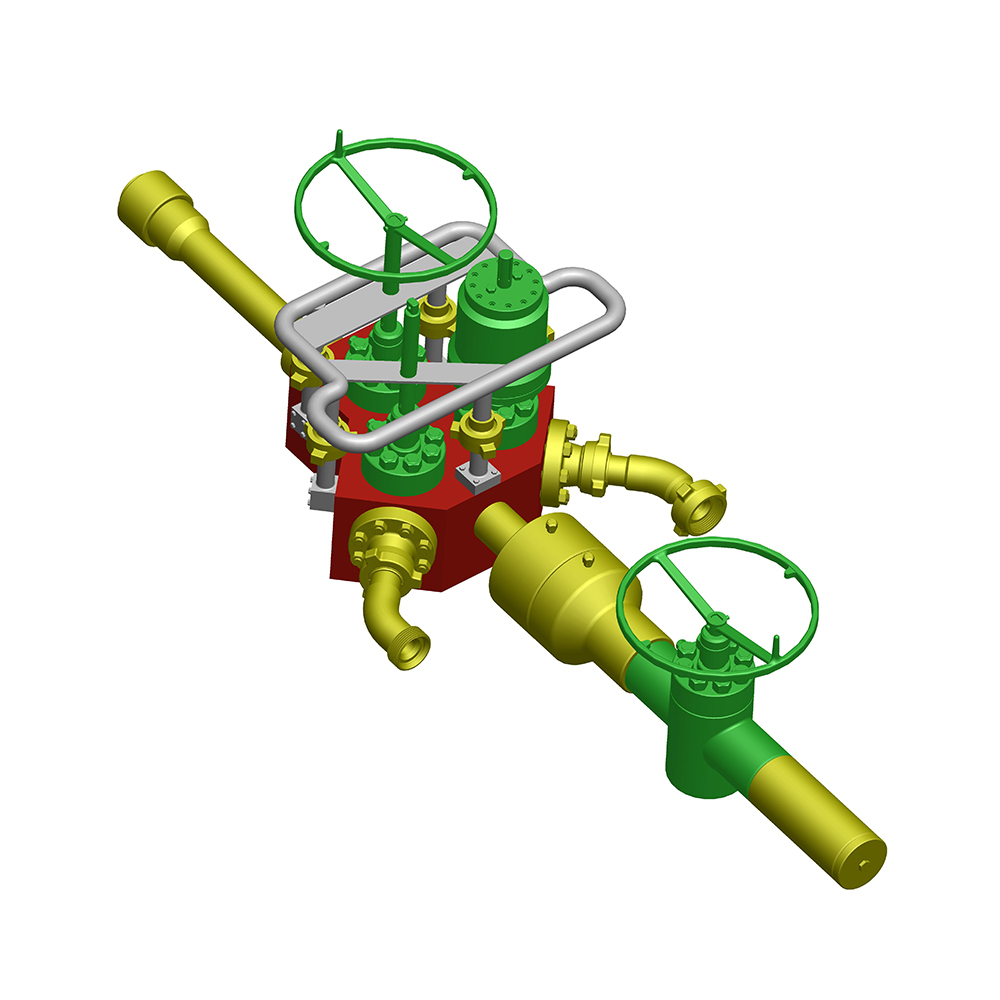
A further distinction can be made based on the actuation method: manual chokes (operated by a handwheel) and automatic chokes (actuated by hydraulic or electric systems, often integrated with digital control systems).
Key Applications Across the Well Lifecycle
The choke valve is utilized in various phases of a well's life:
-
Drilling: As part of the well control system to manage kicks.
-
Well Completion & Clean-up: Used to control initial flowback, allowing for the safe removal of completion fluids and gradual pressurization of surface equipment.
-
Production: The primary phase where it regulates daily production flow and pressure.
-
Well Testing: Used to precisely manipulate flow rates to measure well productivity and reservoir characteristics.
-
Well Stimulation: Controls flowback after hydraulic fracturing or other stimulation treatments.
Critical Considerations: Erosion and Materials
A significant challenge for choke valves is erosion. The high-velocity flow of fluids, often carrying abrasive particles like sand, can rapidly wear down the internal components (the trim), altering the choke's performance and leading to failure. Material selection is, therefore, critical. Choke trim is often made from highly erosion-resistant materials like tungsten carbide or ceramic to maximize service life. The choice between a needle-and-seat or a cage-and-bean design is also influenced by the expected sand production and erosive conditions.
Frequently Asked Questions (FAQ)
Q: What is the difference between a choke valve and a control valve?
A: While both control flow, a choke valve is designed specifically for severe service, handling high-pressure drops and potentially abrasive multiphase flow (oil, gas, water, sand). Its primary purpose is to create a significant pressure reduction. A control valve is typically used for finer, more modulated control of flow or pressure in less severe conditions downstream of the choke.
Q: How is the correct choke size determined?
A: The choke size is determined through rigorous engineering calculations based on well parameters: flowing wellhead pressure, desired downstream pressure, fluid properties (gas-to-oil ratio, viscosity), and the target flow rate. It is a critical decision that balances production objectives with equipment integrity.
Q: What are the signs of a worn-out choke valve?
A: Key indicators include an inability to maintain stable flow or pressure, unusual whistling or erosive noises, and visible changes in the surface equipment pressures that cannot be attributed to reservoir behavior. Regular inspection and monitoring are necessary.
Q: Can a choke valve be replaced without shutting in the well?
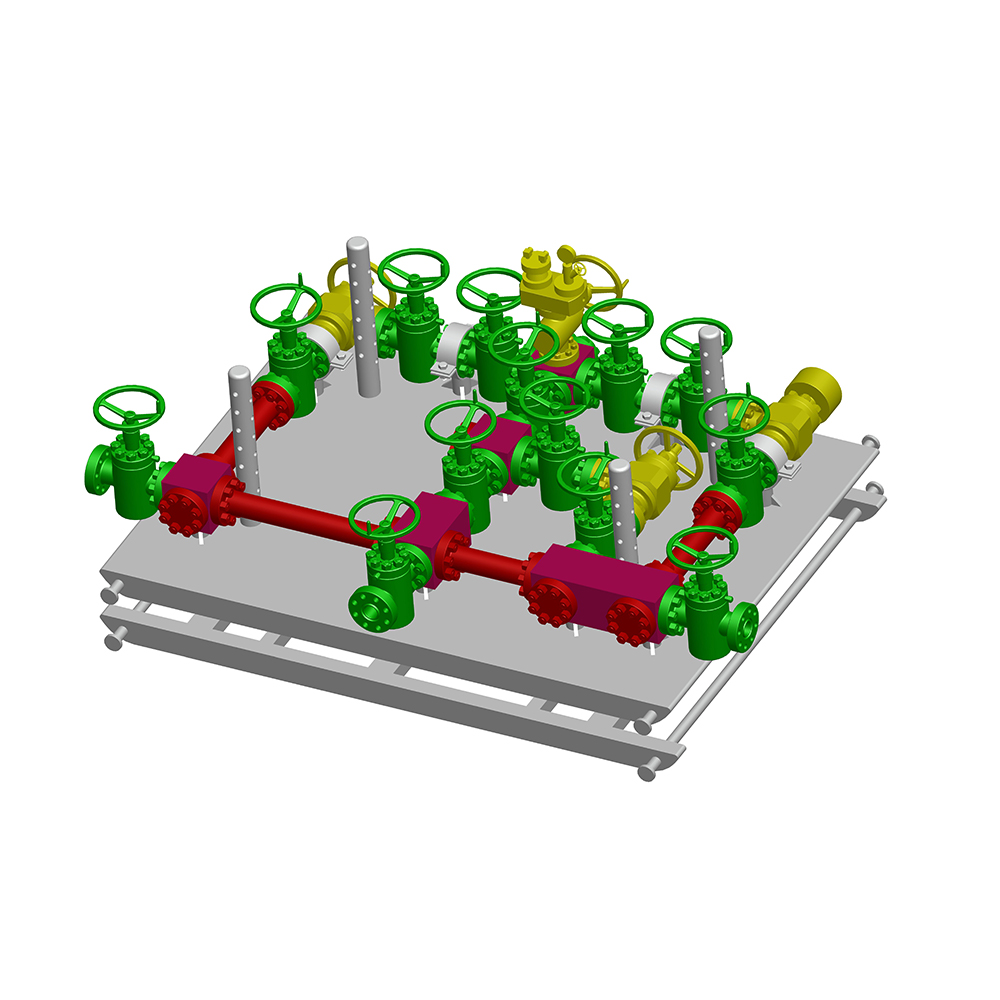
A: Yes, through the use of a double-block-and-bleed (DBB) manifold with two master valves and a swab valve on the Christmas tree. This allows one choke valve to be isolated, depressurized, and replaced while the well is flowing through a secondary choke.
The wellhead choke valve is far more than a simple restriction. It is a fundamental engineered safeguard and control point that enables the safe and efficient production of hydrocarbons. From managing immense reservoir pressures to optimizing flow rates, its function is critical throughout the life of a well. Understanding its types, applications, and the engineering principles behind its operation is essential for professionals across the oil and gas industry.