In the demanding environments of oil and gas production, water management, and process industries, the choke valve is a critical component for controlling flow and pressure. Its performance directly impacts system stability, safety, and operational economics. Achieving optimal choke valve efficiency is not a matter of chance but a result of understanding and managing a complex set of interrelated factors.
1. Fluid Characteristics
The properties of the fluid being controlled are fundamental. The phase (liquid, gas, or multiphase flow), density, viscosity, and corrosiveness all significantly affect how a choke valve performs. For instance, erosive multiphase flows containing sand or other solid particles will dictate specific material and design choices to mitigate wear. The presence of corrosive elements like CO² or H²S requires materials resistant to sulfide stress cracking. A comprehensive fluid analysis is the first step in selecting a choke valve suited for maximum efficiency and longevity.
2. Valve Design and Trim Type
The internal design of the choke valve, particularly the trim, is a primary determinant of efficiency. The trim is the arrangement of parts that directly control the flow and pressure drop.
-
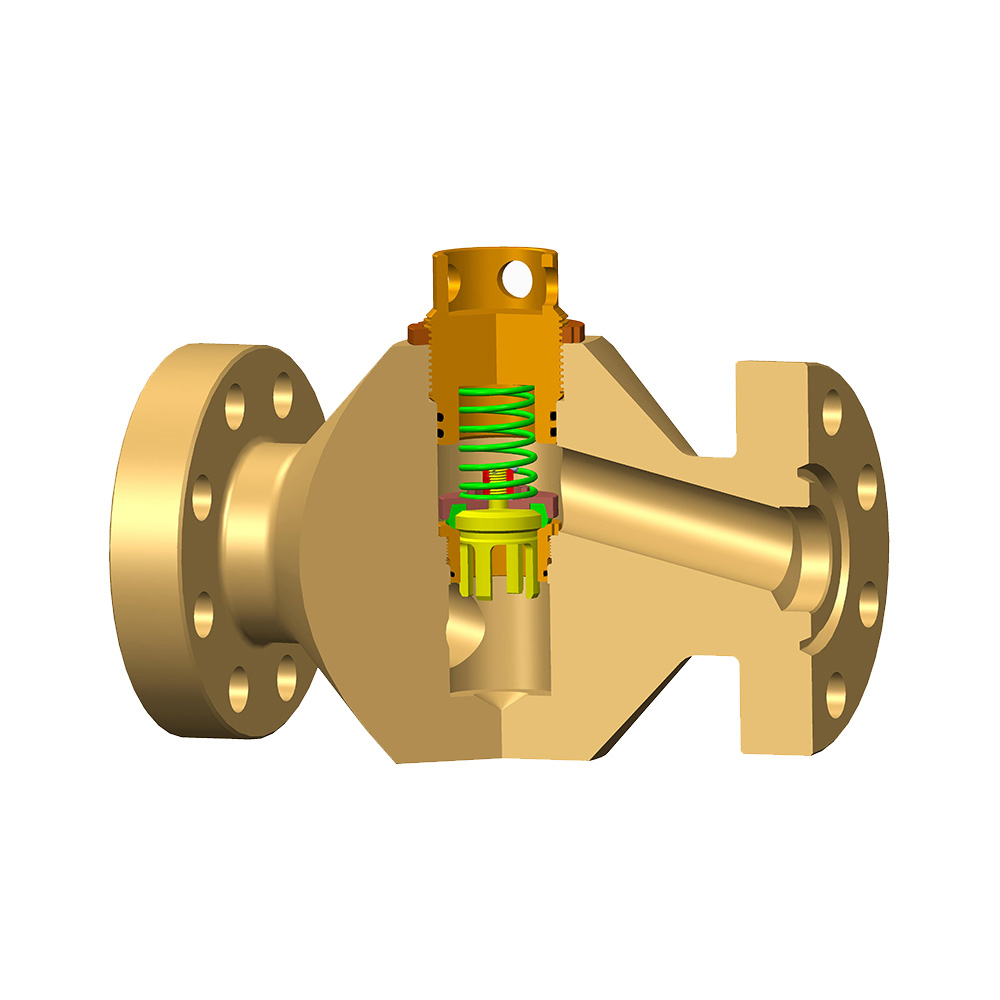
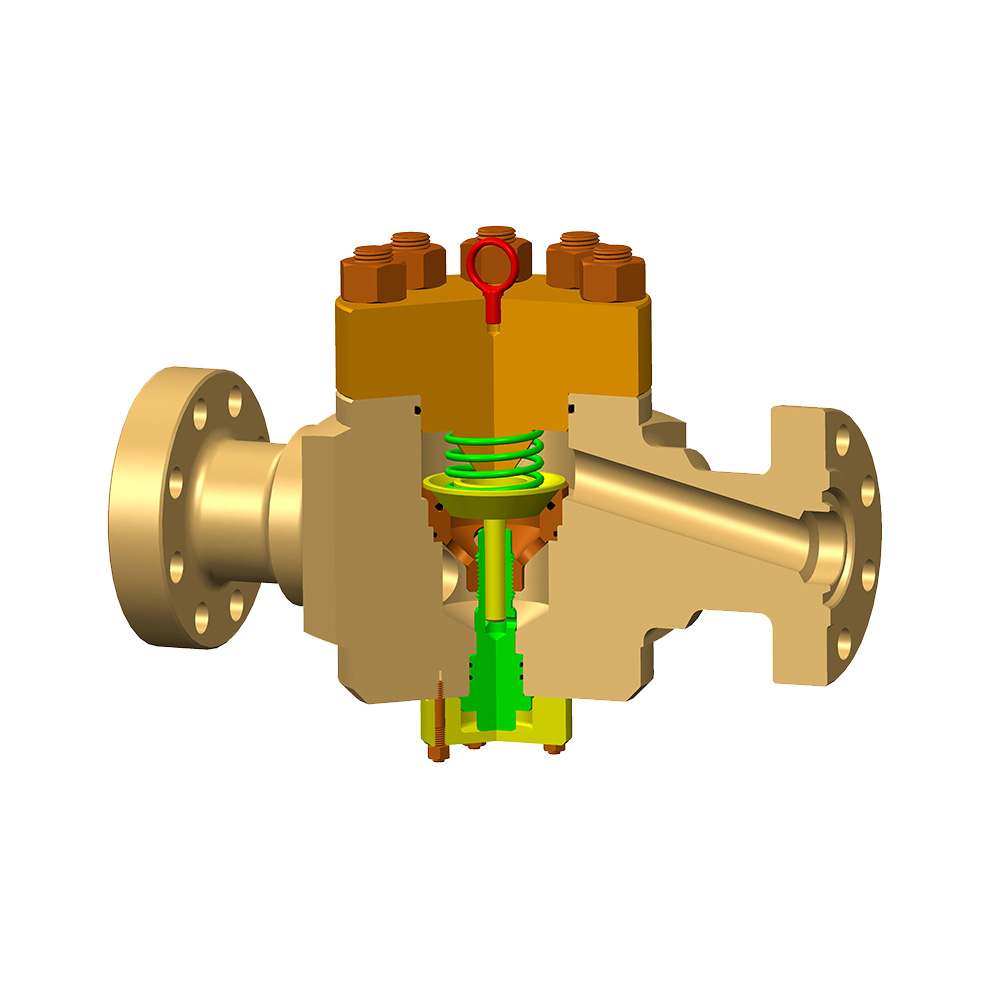
Positive Choke (Fixed Trim): Designed with a fixed, precision-engineered orifice. It offers durability and is highly efficient for stable, predictable flow conditions where precise flow control is less critical.
-
Adjustable Choke (Needle and Seat or Cage-Style Trim): Allows for variable flow areas. The efficiency of an adjustable choke valve depends on the precise mating of the needle to the seat and the design of the cage or ports, which affects control resolution, turbulence, and erosion resistance. The goal of modern trim designs is to achieve the desired pressure drop while minimizing cavitation, flashing, and erosive velocities.
3. Material Selection
The materials used in constructing the choke valve body, trim, and internal components must be compatible with the fluid service. Material selection directly influences resistance to erosion, corrosion, and galling. Using hardened materials, carburized surfaces, or ceramic coatings can dramatically extend the service life of a choke valve in abrasive services, thereby maintaining its efficiency over a longer period and reducing downtime for replacements.
4. Operating Conditions: Pressure Drop and Velocity
How a choke valve is operated is as important as its design. The magnitude of the pressure drop across the valve and the resulting fluid velocity are critical.
-
A large pressure drop occurring in a single stage can create high fluid velocities, leading to rapid erosion of the trim and body.
-
Efficient operation often involves managing the pressure drop across multiple stages or through a tortuous path within the trim to dissipate energy gradually, thereby reducing velocity and minimizing destructive phenomena like cavitation.
5. Maintenance and Wear
Even a perfectly selected choke valve will see its efficiency degrade over time due to wear. Erosion from solids, cavitation damage, or corrosion gradually changes the geometry of the trim and seals, leading to poorer control and potential leaks. A proactive maintenance schedule that includes regular inspection, part replacement, and recalibration is essential for sustaining the designed efficiency of the choke valve throughout its operational lifecycle.
Choke valve efficiency is not dependent on a single factor but is the product of a system-wide approach. It begins with accurately defining the fluid properties and process requirements, leading to the correct selection of valve type, trim design, and materials. This must be followed by prudent operational practices that avoid extreme conditions and supported by a disciplined maintenance regimen. By meticulously addressing these factors, engineers can ensure that the choke valve performs its crucial function reliably, safely, and efficiently, protecting both the integrity of the system and the bottom line.