In the pursuit of optimizing operational performance, safety, and resource management, the question of automating critical wellhead equipment is increasingly relevant. A key component under examination is the choke valve, a fundamental device for regulating flow and controlling pressure from a reservoir. The direct answer is yes, choke valves can be—and are being—successfully automated to significantly enhance efficiency across various production scenarios.
This transition from manual to automated choke valves represents a significant technological shift, moving from periodic manual adjustment to continuous, precise control. The efficiency gains are realized through several key mechanisms.
Content
The Mechanism of Automation
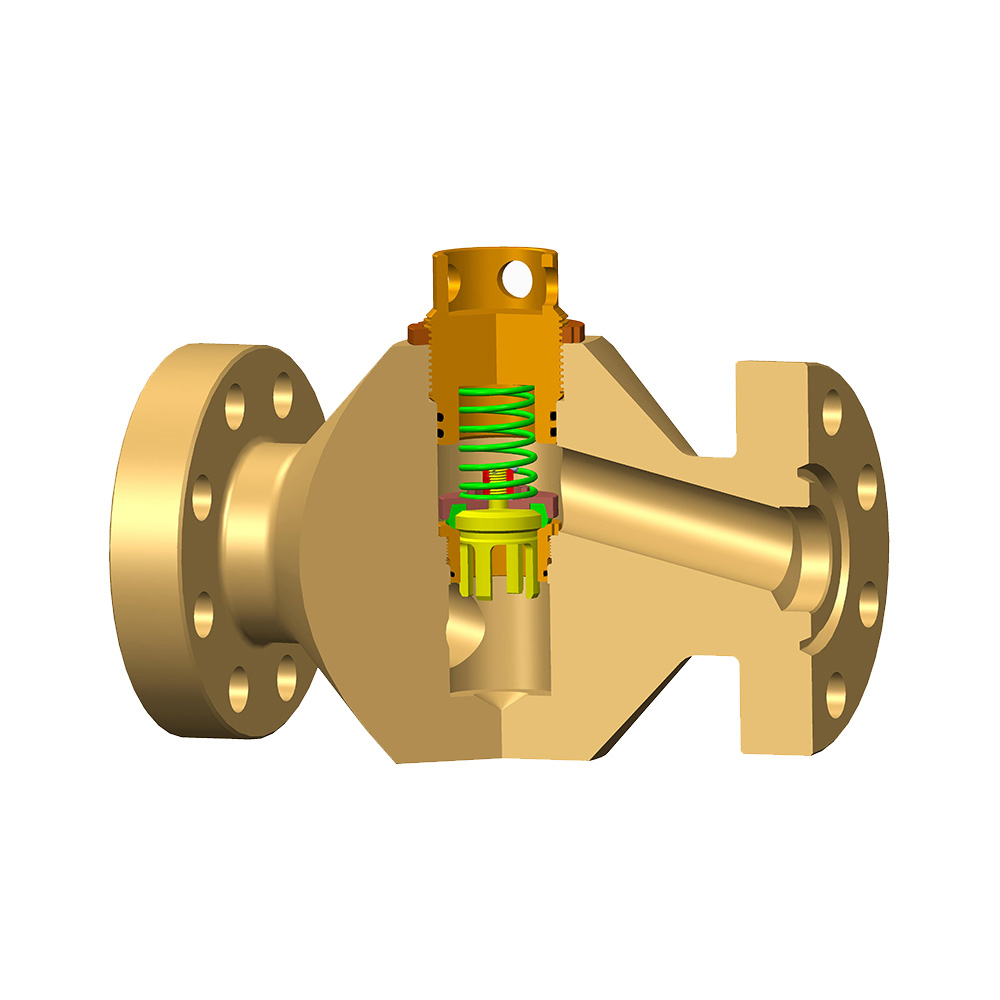
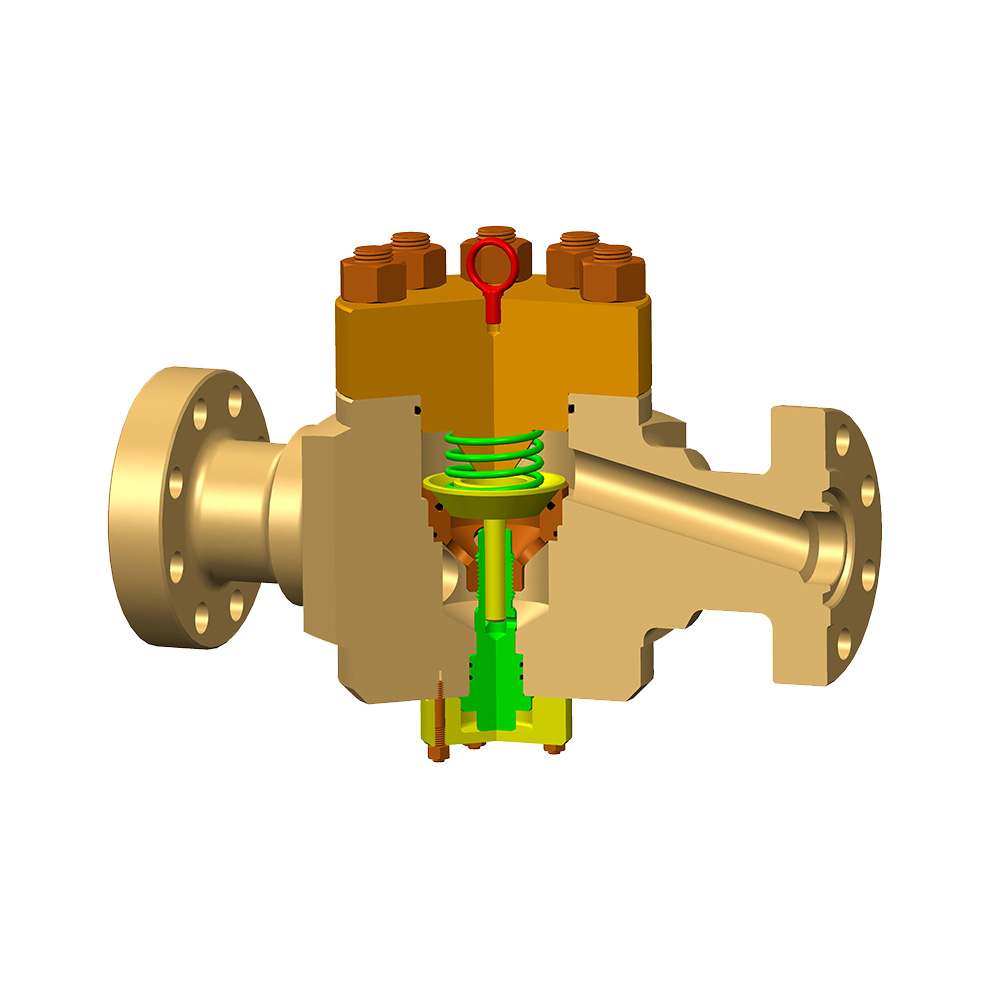
An automated choke valve system replaces the traditional manual handwheel with an actuator—typically electric, hydraulic, or pneumatic. This actuator is governed by a control system that receives real-time data from sensors monitoring critical parameters such as upstream and downstream pressure, flow rate, and temperature. Based on pre-programmed setpoints and control algorithms (e.g., PID controllers), the system automatically adjusts the choke valve's position to maintain optimal flow conditions without requiring human intervention.
Key Efficiency Gains Through Automation
1. Precise and Continuous Flow Control
Manual choke valves are adjusted based on periodic readings, which can lead to fluctuations in flow and pressure between adjustments. Automated choke valves provide minute-by-minute control, maintaining the well's desired production parameters with a high degree of accuracy. This stability maximizes production efficiency, minimizes slugs, and ensures the well is producing at its optimal rate.
2. Enhanced Safety and Reduced Risk
Choke valves are primary barriers in well control. Automating them allows for rapid response to abnormal conditions. If sensors detect a dangerous pressure surge or a sudden drop indicating a potential leak, the control system can automatically actuate the choke valve to a safer position—such as closing it—much faster than a human operator could react. This capability is crucial for managing safety-critical situations and protecting both personnel and assets.
3. Real-Time Data Integration and Remote Operation
Automated choke valves are integral components of digital oilfield and IoT (Internet of Things) strategies. The data they generate and utilize can be integrated into a centralized control room. This allows engineers to monitor and adjust the performance of multiple wells from a remote location. The efficiency benefit is twofold: it reduces the need for personnel to be physically present at often remote or hazardous well sites, and it enables data-driven decision-making for asset-wide optimization.
4. Reduced Operational Costs and Downtime
While the initial investment for an automated choke valve system is higher than a manual unit, the long-term operational savings are substantial. It eliminates the time and labor costs associated with sending crews to manually adjust valves. Furthermore, by maintaining stable conditions and preventing upset scenarios, automated choke valves can reduce wear on equipment, decrease the frequency of shutdowns, and extend the overall lifespan of the wellhead components.
Considerations for Implementation
Automating a choke valve is not a universal solution and requires careful consideration. The choice of actuator type (electric vs. hydraulic) depends on available utilities and required force. The control logic must be meticulously programmed to respond appropriately to various process upsets. Furthermore, the reliability of the entire system is dependent on the quality and calibration of the sensors providing the input data. Regular maintenance schedules for both the mechanical valve and the automation hardware are essential to ensure continued performance.
The automation of choke valves is a proven and highly effective method for improving efficiency in fluid control systems. By enabling precise, continuous, and remote control, it delivers tangible benefits in production optimization, safety enhancement, and operational cost reduction. For operations where process stability, safety, and data integration are priorities, automating the choke valve is not just a possibility but a strategically sound decision toward modernizing and improving asset performance.