Core Technologies of Valves in the Petroleum Industry: Mechanism, Application, and Development of Gate Valves, Throttling Valves, and Check Valves
Introduction: The "Critical Junctures" of the Petroleum Industry
Within the vast petroleum industry system, valves play an extremely crucial yet often overlooked role. They are the "critical junctures" in pipeline systems, precisely controlling the flow, pressure, direction, and on/off status of petroleum, natural gas, and associated media (such as high-pressure steam, sour gas, sour crude, slurries, etc.). From exploration kilometers deep underground, offshore drilling in stormy seas, transcontinental long-distance pipeline transportation, to complex high-temperature, high-pressure refining and chemical units, valves are ubiquitous. Their performance directly determines production safety, efficiency, environmental compliance, and the overall economics of projects. The harsh operating conditions of the petroleum industry (high temperature, high pressure, cryogenic, corrosion, erosion, flammability, explosiveness) impose near-demanding requirements on valves, making them a veritable domain of high-end equipment manufacturing.
Among the numerous valve types, Gate Valves, Throttling Valves (including Globe Valves, Needle Valves), and Check Valves (Non-Return Valves - NRV) form the foundational core of fluid control in the petroleum industry. They handle critical tasks such as isolation of key processes, precise flow/pressure regulation, and prevention of reverse flow.
Part 1: Gate Valves - Rugged and Reliable System Isolators
1.1 Core Mechanism & Structural Analysis The core function of a gate valve is to achieve a fully open or fully closed state in a pipeline system, providing reliable isolation with near-zero leakage. Its working mechanism is straightforward and robust:
- Opening/Closing Action: The vertical up-down movement of the stem drives the gate (wedge or parallel type) to engage or disengage vertically from the seat sealing surface. When open, the gate is fully retracted into the upper bonnet cavity, offering an unobstructed flow path with minimal pressure drop. When closed, the gate is tightly pressed against the seat by either media pressure or actuator thrust, forming a rigid metal-to-metal (or soft-seated) seal.
- Typical Structural Components:
- Body: The pressure-containing boundary. Flow path design (Full Port / Reduced Port) is critical. The petroleum industry commonly uses full-port design (bore ≥ pipe ID) to minimize pressure drop and pigging resistance.
- Bonnet: The key component connecting the body to the stem. Sealing methods vary (bolted, pressure seal, self-sealing). Pressure seal bonnets, which utilize media pressure to enhance sealing under high-pressure/high-temperature (HP/HT) conditions, are mainstream.
- Gate/Disc: The core closure member. Solid Wedge Gate: Simple, reliable structure, suitable for HP/HT clean media (e.g., main steam isolation). Flexible Wedge Gate: Features grooves for temperature compensation, suitable for moderate temperature fluctuations (e.g., wellhead valves). Parallel Double Disc Gate: Uses springs or spreaders to force both discs against seats simultaneously, offering good sealing with less stringent seat flatness requirements. Ideal for media with fine solids or prone to coking (e.g., residue lines in crude distillation units).
- Seat Ring: Forms the sealing pair with the gate. Typically uses replaceable hardened seats (e.g., Stellite overlay) for improved erosion/corrosion resistance and service life. Sealing faces can be flat, tapered, etc.
- Stem: Transmits operating force. Rising Stem: Stem rises/falls with the gate, position visible externally. Efficient torque transmission, suitable for above-ground or observable locations (e.g., platform deck valves). Non-Rising Stem: Stem only rotates, nut moves internally with gate, height remains constant. Ideal for space-constrained or buried pipelines (e.g., subsea valves).
- Stem Packing: The critical sealing area preventing media leakage along the stem. Utilizes multiple flexible graphite rings, spring-energized bellows seals, or combination seals (graphite + PTFE). Bellows seals achieve zero external leakage for HP, toxic, or radioactive media (API 624 certified).
- Actuator: Manual (handwheel, gearbox), pneumatic, hydraulic, electric, or electro-hydraulic. Large-bore HP gate valves typically use gearbox reduction or hydraulic/electro-hydraulic actuators to provide high torque.
1.2 Design Considerations: Meeting Harsh Petroleum Industry Demands Extreme environments shape the special design of gate valves:
- High-Pressure/High-Temperature (HP/HT) Tolerance: API 6A/6D standards define stringent design, material, and testing requirements. Body wall thickness calculation follows ASME B16.34, validated by Finite Element Analysis (FEA) for structural integrity under extreme loads. Materials include high-temperature alloy steels (AISI 4130, F22, F91, Inconel 625), Duplex Stainless Steels (2205, 2507), or Austenitic Stainless Steels (316L, 317L).
- Corrosion & Erosion Protection: Facing media like H₂S, CO₂, Cl⁻, sour water, sandy crude:
- Material Selection: NACE MR0175/ISO 15156 governs materials resistant to Sulfide Stress Cracking (SSC) and Stress Corrosion Cracking (SCC). High-alloy steels, Duplex/Super Duplex, Nickel alloys (Hastelloy C276, C22, 625) are common choices.
- Surface Hardening: Seat and gate sealing faces widely use Laser Cladding, Plasma Transferred Arc (PTA), or Oxy-Fuel Welding (OFW) to overlay Cobalt-based (Stellite 6, 21) or Nickel-based (Inconel 625) alloys (≥3mm thick), significantly enhancing wear, erosion, and corrosion resistance.
- Coatings: Stems often utilize Electroless Nickel Plating (ENP), Thermal Sprayed Tungsten Carbide (WC), or Physical Vapor Deposition (PVD) coatings (CrN, TiN) for improved wear/corrosion resistance.
- Fire-Safe Design: API 6FA, API 607, ISO 10497 require valves to maintain basic sealing (low leakage rate) after external fire exposure. Key aspects:
- Soft-Seal Backup: Metal seat-gate pair forms an emergency seal after soft seals (e.g., seat O-rings) burn away.
- Fire-Resistant Packing: Uses intumescent graphite packing that expands at high temperatures to fill gaps.
- Anti-Static Design: Ensures static electricity generated during operation is safely discharged, preventing ignition.
- Low Emission (LE) Standards: Driven by environmental regulations (EPA Methane Rule, TA Luft), API 624 (stem seal testing), API 641 (check valves), ISO 15848 (industrial valves) define strict fugitive emission test classes (AH, BH, CH). LE design focuses on optimized packing systems (disc spring-loaded packing, ultra-pure graphite), precision stem machining (Ra<0.4μm), bellows seals.
1.3 Typical Petroleum Industry Applications Gate valves are widely deployed across the oil & gas value chain for their excellent isolation and low flow resistance:
- Upstream Exploration & Production (E&P):
- Wellhead Christmas Trees: Master valves, wing valves, swab valves. Withstand extreme wellhead pressure (≥15000 psi), sour service, sand erosion. Materials often high-strength low-alloy steel forgings (AISI 4130/4140), compliant with API 6A PSL 3G/4, Stellite-overlaid seats. API 6A PR2 certification required.
- Subsurface Safety Valves (SSSV): Installed within tubing, automatically shut wellbore in emergencies. Hydraulic or electric control prevents blowouts.
- Midstream Transportation & Storage:
- Pipeline Block Valves: Mainline block valves, station isolation valves. Large bore (≤60"), high pressure (Cl. 600-2500). Require full bore, suitability for burial (direct or vaulted), reliable remote/auto control (RTU+hydraulic actuator), excellent CP compatibility. Materials: Carbon Steel (A106 Gr.B, A694 F60/F65/F70) or Low-Temp Carbon Steel (LTCS).
- Tank Farms: Tank shutoff valves, inlet/outlet isolation valves. Must handle large temperature swings, potential vacuum (tank emptying).
- Downstream Refining & Petrochemicals:
- Process Unit Isolation: Reactor in/out, column in/out, furnace in/out, critical pump in/out. Material selection based on process fluid (high-Temp hydrocarbons, corrosive acids/alkalis, catalyst slurries) - e.g., SS, Alloy Steel, Monel, Hastelloy. High-Temp (>500°C) valves use special alloys (347H, 310H, Alloy 800H/HT) and welded bonnets.
- Steam Systems: Main steam lines, isolation upstream/downstream of Pressure Reducing & De-Superheating Stations (PRDS). HP (Cl. 1500-2500), HT (≤565°C). Materials: Cr-Mo steels (P11/P22/P91). Require rigorous creep-fatigue life assessment.
1.4 Challenges & Solutions
- Sticking & Operational Difficulty: High temp or fouling media cause coking, scaling, or oxide binding between gate and seat. Solutions: Regular valve exercise, anti-coking coated gates (e.g., PTFE-based), parallel double disc design, optimized cavity drain design (bottom drain plug).
- Erosion Wear: High-velocity flow (especially when throttling) severely erodes sealing faces and body flow path. Solutions: Streamlined flow path design, thickened/hardened critical zones (seat overlay), restrict throttling usage.
- Differential Thermal Expansion: Different expansion coefficients of body, bonnet, gate parts at high Temp can cause binding or leakage. Solutions: Flexible wedge gates, optimized seat support, pressure seal bonnet.
- High Torque Requirement: Large-bore HP valves need immense closing torque. Solutions: Optimized gate design (wedge angle), low-friction seal coatings (e.g., DLC), powerful actuators (hydraulic cylinders, high-thrust motors).
Part 2: Throttling Valves - Masters of Precise Flow & Pressure Control
2.1 Core Mechanism & Structural Diversity The core function of throttling valves is precise regulation of fluid flow rate and pressure in pipeline systems. They work by changing flow path cross-sectional area or flow profile, creating localized resistance (pressure drop) for controlled energy dissipation.
- Core Action: The closure member (plug/needle/ball) moves linearly or rotationally relative to the seat, continuously altering the flow area.
- Main Structural Types & Characteristics:
- Globe Valve:
- Structure: Spherical or bulb-shaped body cavity. Stem moves plug (disc, plug, needle-shaped) vertically onto/away from seat. Flow path: "S" (standard) or "Y" (angle pattern).
- Throttling: Varies annular gap area between plug and seat ring. Stroke vs. flow: approx. linear or equal percentage (plug shape dependent).
- Features: High precision (especially low flow), tight shutoff (metal/soft seal), high pressure drop, plug prone to erosion. Suitable for low/medium pressure, clean media requiring shutoff & regulation (boiler feedwater control, instrument air).
- Needle Valve:
- Structure: Plug is a long, tapered "needle" fitting a precision tapered seat orifice.
- Throttling: Minute displacement precisely changes narrow annular gap area for ultra-fine flow control (very low Cv).
- Features: Extremely high precision, narrow flow range, easily blocked, poor erosion resistance. Used for instrument sampling, precision metering, test benches.
- Cage-Guided Valve (Cage Trim Valve):
- Structure: Plug (piston) moves vertically inside a metal cage with specific openings (windows). Cage guides and defines flow path & characteristic.
- Throttling: Fluid flows through cage openings. Plug motion covers/exposes opening area. Flow characteristic (lin., EQ%, quick open) defined by opening shape/distribution.
- Features: Balanced plug (reduces operating force), strong anti-cavitation (multi-stage pressure drop), good noise attenuation (labyrinth), trim replaceable, easy maintenance. Preferred for HP drop, severe service (solids, cavitation) in Petrochem: HP drop control, anti-cavitation, noise reduction valves.
- Angle Valve:
- Structure: Globe valve variant, inlet/outlet at 90°.
- Features: Changes flow direction to save space, lower flow resistance than standard globe, resists solids settling. Common for boiler blowdown, slurry control.
- Plug Valve for Regulation (V-Port Plug Valve):
- Structure: Conical/cylindrical plug with shaped port (e.g., V-port).
- Throttling: Rotating plug changes port exposure, achieving near EQ% flow characteristic.
- Features: High capacity (near full-port globe when open), good regulation, wear-resistant (metal seal), suitable for viscous, slurry, or fines-laden media regulation (residue, slurries).
- Ball Valve for Regulation (V-Ball / Characterized Ball Valve):
- Structure: Ball with contoured bore (V-notch, segment).
- Throttling: Rotating ball changes port exposure; contour achieves specific characteristic (e.g., EQ%).
- Features: Very high capacity (near straight pipe when open), strong shearing action (can cut fibers/slurries), reliable seal (soft seat), suitable for combined isolation & regulation, fibrous/soft solids service (pulp, wastewater, food). Used in oil & gas for slurry regulation, wide range flow control (tank farm switching).
- Multistage Anti-Cavitation Trim: Complex multi-hole/maze flow path designs (integrated into cage valves etc.) splitting a large ΔP into smaller stages, preventing flashing/cavitation, protecting trim & downstream piping. Essential for HP drop service (HP gas letdown, boiler feed pump min. flow recirc).
- Globe Valve:
2.2 Core Regulation Needs & Design Challenges in Petroleum Complexity imposes special demands:
- High-Pressure Drop Control: E.g., wellhead chokes, gas pressure reducing stations, compressor anti-surge valves, HP process control. Key challenge: Cavitation & Flashing:
- Cavitation: Local pressure drops below vapor pressure → bubbles form → downstream pressure recovery → bubbles collapse → micro-jets cause pitting damage & high noise.
- Flashing: Pressure drops below vapor pressure → partial continuous vaporization → erosive two-phase flow.
- Solution: Multistage Trim Design:
- Orifice Plate Array (DRAG, Hi-Flow): Stacks of plates with multiple small holes for staged ΔP.
- Labyrinth Path: Long, tortuous paths increase friction dissipation.
- Right-Angle Turns: Energy dissipation via multiple 90° bends.
- Vortex Chamber: High-speed swirling centrifugal dissipation.
- Goal: Split large ΔP into stages where ΔP_stage < ΔP_critical (prevents bubble formation/controls collapse).
- Precise Flow Control: E.g., FCC feed control, reformer hydrogen flow, distillation column reflux/boilup ratio, additive injection. Requires:
- High Rangeability (>50:1): Maintain characteristic over wide flow range.
- High Resolution & Repeatability: Fine actuator control (smart positioner).
- Low Hysteresis: Avoid deadband/instability.
- Solution: Optimize trim geometry (cage hole design, plug contour), high-performance actuators (digital smart electric, precision pneumatic positioner), reduce stem friction (low-friction packing, rotary valves).
- Wear & Corrosion Resistance: Facing catalyst fines, sandy crude, sour service (H₂S, CO₂, HCl). Solutions:
- Hardened Surfaces: Plug/seat/cage overlay: Stellite, WC, spray ceramic (Al₂O₃, Cr₂O₃) or solid sintered WC.
- Corrosion-Resistant Alloys: Trim: Duplex, Hastelloy, Monel.
- Flow Path Optimization: Avoid sharp edges/dead zones to reduce particle impingement.
- High-Temperature Applications: E.g., delayed coker hot vapor, FCC regenerator slide valve (functionally a control valve), steam PRDS control. Challenges: Material strength/deformation, thermal expansion → binding/leakage. Solutions: High-Temp alloys (Inconel 625/718, Haynes 230, 800H), thermal expansion compensation, optimized guiding, HT packing (flexible graphite).
- Low Emission & Fire Safe: Similar requirements as gate valves, critical for flammables (H₂, LPG, LNG) or toxins. API 624/641/ISO 15848 equally applicable.
2.3 Typical Petroleum Industry Applications
- Upstream:
- Wellhead Choke Valve:** Critical!** Controls well flow rate & pressure (prevents formation damage, manages production). Withstands extreme ΔP (reservoir vs. pipeline pressure), sand, sour service. Uses multi-stage cage trim (8-12 stages) or special needle-cage. Material: High-strength alloy steel + hardened surfaces (Stellite/WC). Requires wear, cavitation, SSC resistance. Types: Fixed (manual), Adjustable (hydraulic/electric).
- Test Separator Control Valves: Regulate level/pressure in oil/gas/water separators.
- Midstream:
- Gas Pressure Reducing Stations: Inlet pressure control, monitor, worker valves. Safely/steadily reduce HP transmission gas to MP/LP distribution pressure. Key challenge: Cavitation/noise under high ΔP (hundreds Bar). Common: Labyrinth/multi-stage cage trim in angle/straight pattern valves. Strict shutoff (ANSI VI) and LE (ISO 15848 AH/BH) required.
- Compressor Stations:** Anti-Surge Valve:** Compressor lifeline. Requires extremely fast response (ms), large CV (instantaneous high flow vent), high reliability. Often ball/butterfly valves + high-performance actuators (hydraulic quick-open).
- Gas Storage: Injection/production flow control.
- Downstream Refining:
- Reactor Feed Control: Precise hydrocarbons, H₂, catalyst flow control (hydrocracking, reforming).
- Fractionation Column Control: Overhead reflux, bottoms reboiler heating, side draw control (crude unit, FCC main fractionator).
- Furnace Control: Fuel gas/oil flow, feed flow, combustion air/O₂ control (via damper/FD fan).
- Utilities:** Boiler Feedwater Control Valve** (HP drop, anti-cavitation trim), PRDS Control Valve (HPHT steam), cooling water flow. BFW valves use multi-stage cage trim (4-6 stages) + hardening.
- Environmental Units: FGD slurry recirc pump discharge (abrasion/corrosion resistance), wastewater flow/pressure control.
- Specialized Valves:
- FCC Slide Valve: Controls catalyst circulation between reactor/regenerator (HT, fines-laden, HP drop, high wear). Uses special refractory lining ("tortoise-shell mesh"), HT alloys, hydraulic actuation.
- Black/Grey Water Angle Valve: Slurries with solids (catalyst fines, coke). Angle pattern, hardened trim (WC), streamlined design to prevent clogging.
2.4 Intelligence & Diagnostics Modern throttling valves are increasingly intelligent:
- Smart Positioners: Microprocessor-based, support HART/FF/PA. Provide precise position feedback/control, valve diagnostics (friction changes, packing wear, actuator pressure issues), adaptive tuning, step response testing, data logging/communication.
- Condition Monitoring: Integrated sensors (vibration, acoustic emission, temperature, stem displacement) enable real-time health monitoring (trim erosion, cavitation intensity, packing leak prediction) for predictive maintenance.
- Digital Twin: Virtual model based on physics & operational data for performance simulation, control optimization, and life prediction.
Part 3: Check Valves - Guardians of Flow Direction
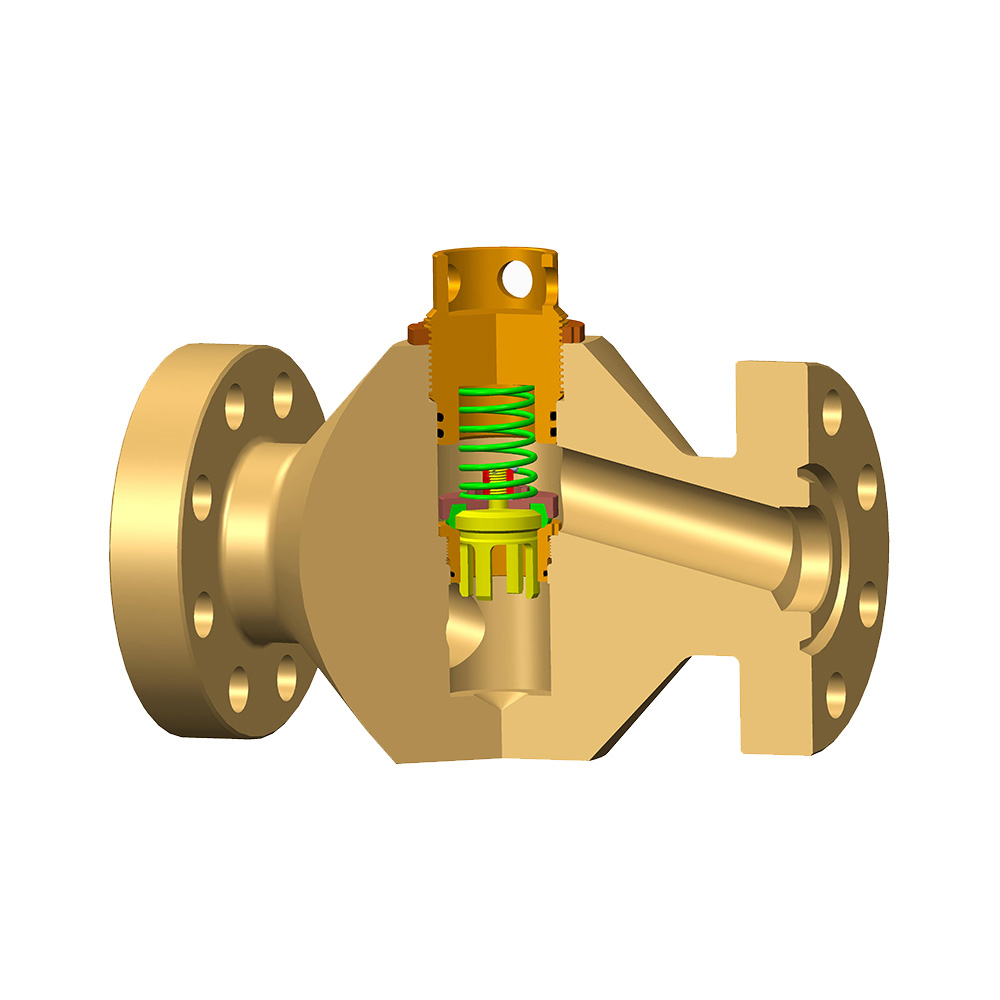
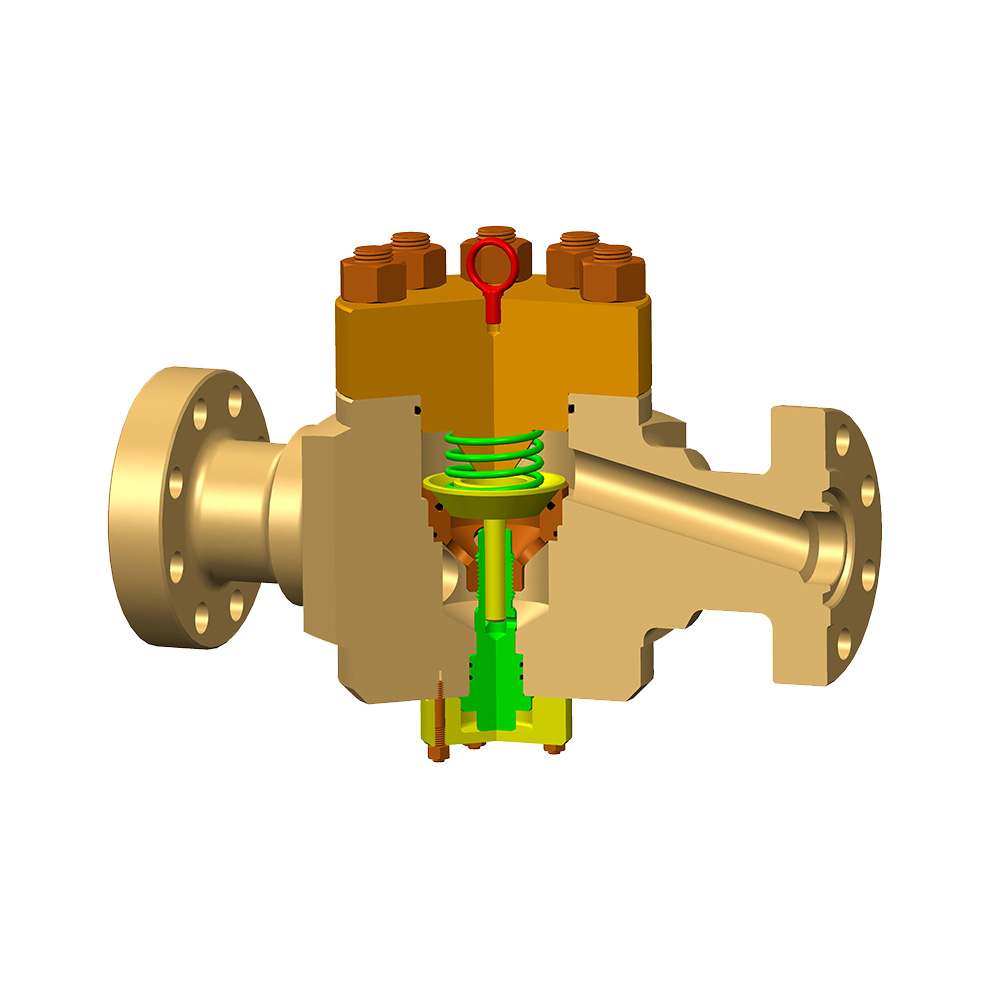
3.1 Core Mechanism & Structural Types Check Valves (Non-Return Valves - NRV) automatically prevent reverse fluid flow, protecting upstream equipment (pumps, compressors, vessels) and safety systems. Operation relies solely on fluid kinetic energy and differential pressure; no external actuator.
- Core Principle: Forward flow pressure opens the disc (swing disc, piston, ball, wafer); upon flow stoppage/reversal, disc automatically closes via gravity, spring force, or backflow pressure, blocking reverse flow.
- Main Structural Types & Characteristics:
- Swing Check Valve:
- Structure: Disc (weighted or not) pivots on a hinge pin inside the body.
- Operation: Forward flow lifts disc off seat; stops/reversal + gravity swings disc closed. Low pressure drop when open (disc ~parallel to flow).
- Features: Simple, large sizes (≥DN50), low ΔP, slow closing (prone to water hammer), horizontal install only. Suitable for clean liquids with steady flow (pump discharge).
- Lift Check Valve / Piston Check Valve:
- Structure: Disc (piston, plug, disc) moves vertically in a guide, perpendicular to flow. Similar to globe valve disc.
- Operation: Forward flow lifts disc; stoppage/reversal + gravity/spring closes it. Guided by disc OD/guide bore fit.
- Features: Short travel, faster closing (than swing), good sealing (metal/soft seat), horizontal/vertical install (flow upward), higher ΔP (tortuous path), guide cleanliness critical. Suitable for smaller sizes (≤DN50), higher pressure, quick closing (pump discharge), steam systems.
- Dual Plate Wafer Check Valve / Double Door Check:
- Structure: Two semicircular (or butterfly) plates connected by spring-loaded hinge, centrally mounted.
- Operation: Forward flow pushes plates open (~78-85°). Stoppage/reversal + spring force + backflow snaps plates flat closed.
- Features: Compact/light (large sizes), very fast closing (reduces water hammer), low ΔP, spring-assisted (position insensitive), good flow capacity. Widely used for pump/compressor discharge protection across O&G. Key replacement for swing/lift valves.
- Ball Check Valve:
- Structure: Closure member is a solid ball (metal/elastomer coated), seat is conical.
- Operation: Forward flow lifts ball; stoppage/reversal + gravity/spring drops ball onto seat.
- Features: Extremely simple, reliable sealing (soft seat), high ΔP, handles solids/viscous media well (ball rotation), vertical install required (flow upward). Common small lines, slurry pump discharge, chemical injection.
- Tilting Disc Check Valve / Nozzle Check / Axial Flow Check:
- Structure: Inclined disc (or nozzle-shaped) with counterweight/spring, mounted on central shaft.
- Operation: Forward flow pushes disc open with minimal deflection (~15-20°). Stoppage/reversal + counterweight/spring + backpressure snaps disc closed (millisecond speed).
- Features: Very low ΔP (near straight pipe), ultra-fast closing (best water hammer prevention), streamlined, spring-assisted (position flexible), ideal for high velocity (pump/compressor outlets), easy maintenance. Top choice for water hammer mitigation and ultra-low ΔP.
- Stop Check Valve: Combines manual shutoff (like globe valve) with automatic check function. Stem can forcibly close disc or allow free movement when raised. Used where extra isolation is needed (e.g., boiler feed pump outlet).
- Swing Check Valve:
3.2 Key Petroleum Challenges: Water Hammer & Sealing Core issues for check valves:
- Water Hammer / Surge Protection:
- Cause: Sudden pump/compressor stop → forward flow halts → downstream fluid inertia creates low pressure/vacuum → fluid decelerates, stops, reverses → slams into closing/closed disc → destructive pressure surge wave.
- Check Valve Role: Closing speed is critical. Faster closing → less reverse flow momentum → lower surge pressure peak.
- Solution: Slow-closing valves (swing) high risk. Petroleum industry prefers:
- Fast-Closing Check Valves:** Dual Plate** (powerful springs), Tilting Disc/Axial (counterweight/spring + optimized fluid dynamics) offer millisecond closure, mainstay for pump trip protection (API 6D recommended).
- Accessories: Install Dashpot or hydraulic damper on outlet of standard valve (e.g., swing) to delay final closing (~10-15° travel), reducing disc impact velocity & surge peak (sacrificing some speed).
- System Design: Surge tanks, relief valves, VFD soft pump stops.
- Sealing Reliability:
- Challenges: Repeated impact wear, solids abrasion, fouling, corrosion, low ΔP (insufficient sealing force) cause internal leakage (reverse flow leakage).
- Solutions:
- Seal Design: Metal seals (hardfaced, precision lapped) for HPHT; resilient seals (disc-mounted O-ring, PTFE, graphite) for low ΔP tightness.
- Assisted Closing: Spring loading (dual plate, lift, tilt disc) ensures reliable closure/sealing at low flow/pressure and vertical downflow.
- Material/Hardening: Disc/seal faces overlaid with Stellite, WC, or ceramic sprayed.
- Standards: API 598, API 6D, API 6A mandate strict seat tests (low pressure, high pressure). API 6D defines specific sealing classes (e.g., Bidirectional Sealing).
- Solids-Laden Media: Particles cause sticking (prevents closure) or seal wear. Solutions: Ball checks (less sticking), dual plate (spring forces close), lift checks (guide protects seal), special hardfaced trim.
- HPHT: As with gate/throttling valves, material selection (HT alloys), structural design (FEA), fire safety (API 6FA) are vital.
3.3 Typical Petroleum Industry Applications Check valves are ubiquitous safety barriers against reverse flow:
- Pump Discharge:** Most critical application!** Prevents backflow damaging pump via reverse rotation upon shutdown. Fast closing essential (dual plate, tilt disc preferred). API 6D certified dual plate valves common for process pumps.
- Compressor Discharge: Prevents gas backflow damaging rotor. Requires fast closing, HP tolerance, low leakage. Tilting disc valves common for large centrifugal compressors.
- Parallel Equipment: Prevents flow from running equipment to standby (pumps, compressors).
- Vessel Outlets: Maintains vessel pressure, prevents backflow (separators, tank outlets).
- Boiler Feed Pump Discharge: HPHT service. Often uses lift checks or swing checks with dashpots (& stop checks).
- Subsea Pipelines: Prevents gravity/ESD-induced backflow. Requires high reliability, corrosion resistance, direction flexibility (dual plate, ball common).
- Injection Wells (Water/Gas): Prevents reservoir fluid backflow.
- Pressure Relief Systems: Ensures pressure safety valve (PSV) remains accessible if upstream isolation valve is mistakenly closed (uses check valves with tell-tale ports or special bypasses).
Part 4: Development Trends & Future Outlook
Core valve technologies in the petroleum industry continuously evolve towards higher performance, intelligence, and sustainability:
1. Material Science Breakthroughs:
- Advanced Alloys: Wider use of Super Duplex (Zeron 100, 2507), Ni-based HT alloys (Inconel 718, 725, Haynes 282), Titanium for extreme corrosion, HPHT, deepwater cryogenic service. Additive Manufacturing (3D Printing) enables complex trim geometries (optimized multi-stage cages) using advanced alloys difficult via casting.
- Surface Engineering Innovations:
- Ultra-Hard Coatings: CVD/PVD Diamond-Like Carbon (DLC), Cubic Boron Nitride (cBN) offer extreme hardness/wear resistance.
- Nanocomposite Coatings: Combining elements (TiAlN+MoS2, DLC+WC) for balanced hardness/toughness/low friction/corrosion resistance.
- Functionally Graded Coatings: Composition gradient improves bonding strength & surface properties.
- Extreme Environment Coatings: Oxidation-resistant (MCrAlY), molten metal erosion-resistant for FCC etc.
- Ceramic Materials: Increasing use of engineered ceramics (ZTA, SiC) for wear parts (balls, seats, discs), especially in purity-sensitive (semicon, pharma) or extreme wear applications.
2. Deepening Intelligence & Digitalization:
- Smart Positioners & Actuators: Evolving towards multi-functional, high-precision, high-reliability, strong communication. Integrating more sensors (torque, strain, acceleration, acoustic), edge computing for advanced local diagnostics (quantify trim erosion, packing health, trigger predictive maintenance).
- IIoT Integration: Valves as smart nodes in plant IoT platforms (OSIsoft PI, Aveva, Honeywell PHD), streaming real-time status, performance, diagnostics.
- AI & Big Data Analytics: ML algorithms analyze vast valve data to predict failures, optimize maintenance, identify anomalies (impending cavitation), auto-tune controls. Digital Twins simulate valve physics (flow, stress, wear) more accurately.
- Wireless Technologies: WirelessHART, LoRaWAN simplify field wiring, enable monitoring in remote areas (well sites, pipeline valve stations).
3. Pursuit of Extreme Performance & Reliability:
- Ultra-Low Emissions: Continuous advancement towards ISO 15848 highest classes (AH/BH). Focus: Novel seals (metal bellows + graphite), ultra-precision machining (nano-finish), advanced packing materials/designs (spring-energized multi-stage).
- Ultra-Long Life & Maintenance-Free: Goal shifting from "time-based" to "condition-based" or even "design-life maintenance-free." Relies on revolutionary materials/surface tech, optimized design (reduced wear points), precise understanding of load spectra & failure modes.
- Extreme Service Solutions: Dedicated design/verification tech for ultra-deepwater (>3000m), ultra-HT (>700°C), ultra-HP (>25000 psi), strong radiation, supercritical fluids, leveraging Risk-Based Integrity Management (RBI).
4. Green Transition & Sustainability:
- Reducing Energy Consumption:
- Optimized Flow Paths: CFD simulation continuously improves body/trim flow designs, reducing turbulence/ΔP → lower pumping/compression energy. E.g., optimize gate valve seat transitions, throttling valve multi-stage paths, check valve disc profiles.
- Low-Torque Design: Reduce valve operation energy. E.g., low-friction packing (PTFE-graphite composites), optimized gate wedge angles/parallel discs, rotary valves replacing rising stems, high-performance bearings.
- Smart Regulation: Intelligent positioners + process optimization (APC) → valves operate at more efficient points, avoiding unnecessary throttling loss.
- Methane Emission Reduction: Fugitive emissions (methane) are a key GHG focus. Valve LE tech evolving:
- Sealing Innovations: Wider bellows seal use (stems), multi-seal designs (primary + secondary), high-performance materials (ultra-pure graphite, enhanced polymer seals).
- Precision Manufacturing: Ultra-high machining (stem Ra<0.2μm), strict assembly tolerances, automated assembly → consistency.
- Monitoring & Repair: Integrated micro-leak sensors (laser spectroscopy, ultrasonic) + predictive platforms → early leak warning/precise repair.
- Extended Life & Maintainability:
- Modular Design: Key parts (seats, cages, discs, seals) easily replaceable → reduce full valve replacement footprint/downtime (e.g., API 6D gate seats often replaceable inline).
- Remanufacturing & Refurbishment: Robust valve reman systems → repair/upgrade/re-certify core parts (body, bonnet) per API/ISO → extend lifecycle.
- Eco-Materials: Exploring bio-based greases, biodegradable packaging → reduce environmental footprint. 5. Adapting to New Energies & Diverse Media:
- Hydrogen Valves: Hydrogen economy poses new challenges:
- Hydrogen Embrittlement (HE): H atoms permeate metal lattice → severe loss of toughness. Requires HE-resistant materials (specific grades AISI 316L/317L, Duplex 2507, Inconel 625/718 - per NACE MR0175/ISO 21457 Annex H), optimized heat treatment, strict hardness control.
- Ultra-Low Permeation/Leakage: Small H₂ molecule → high permeability. Need stricter LE designs (beyond ISO 15848 AH), precision metal-to-metal lapping, H₂-specific leak detection.
- High Pressure: Filling stations, pipelines → HP tolerance (70-100MPa+) → focus material strength, seals, fatigue life.
- Cryogenic (Liquid H₂): Valves need extreme cold tolerance (-253°C) → material toughness, special insulation, ice plug prevention.
- CCUS (Carbon Capture, Utilization & Storage) Valves:
- High CO₂ & Impurities: Handling high-purity or impure CO₂ streams (H₂S, SOₓ, NOₓ, O₂, moisture) → corrosion (carbonic acid/acid corrosion if wet) & erosion key challenges. Material selection (Super Duplex, Ni alloys, lining) & hardening critical.
- Supercritical CO₂ (sCO₂): Unique properties (liquid-like density, gas-like viscosity) demand new valve design considerations (sealing, thermal expansion, erosion).
- High Pressure & Injection: Injection wellheads & pipelines → HP service → strict sealing/safety standards.
- Biofuels & Synthetic Fuels: Handling media with alcohols, esters, organic acids → requires higher compatibility, swelling resistance, long-term stability for non-metallic seals (EPDM, FKM, FFKM).
5. Advanced Manufacturing & Certification:
- Additive Manufacturing (AM):
- Complex Geometries: Production of intricate internal flow paths (optimized multi-stage labyrinth trim), lightweight topology-optimized structures, integrated cooling channels (HT valves) impossible via casting/forging.
- High-Performance Materials: Direct printing of Ni alloys, Ti alloys → reduce waste, enhance performance.
- Rapid Spare Parts: On-demand, localized production of critical trim → shorten supply chain/downtime (e.g., offshore platform spares). Challenges: AM part consistency, NDT methods, industry certification (API 20S).
- Precision Machining & Inspection:
- Ultra-Precision Machining: 5-axis machining centers, high-precision grinders ensure critical seal face geometric tolerances/surface finish.
- Automated & Smart Production: Robotic assembly, vision inspection, online QC → boost efficiency/consistency.
- Advanced NDT: Wider use of Phased Array Ultrasonic Testing (PAUT), Digital Radiography (DR/CR), Industrial CT, automated PT/MT → ensure internal quality/defect detection.
- Stricter Certification & Evolving Standards:
- API Standards Evolution: API 6A (Wellhead), API 6D (Pipeline), API 600 (Steel Gate), API 602 (Compact Gate), API 623 (Steel Globe), API 624/641 (LE Testing) continuously updated for new materials/designs/test requirements (cycle testing, stricter fugitive testing).
- ISO Standard Globalization: ISO 14313 (Pipeline, equiv. API 6D), ISO 17292 (Petrochemical Ball Valves), ISO 10434 (Bolted Bonnet Steel Gate), ISO 15848 (Fugitive Emissions) gaining influence.
- Fire Safety Standards Tightening: API 6FA, API 607 (Soft Seated Quarter Turn), ISO 10497 simulating more realistic fire scenarios.
- Special Service Certification: SIL (Safety Integrity Level) for SIS valves (ESD valves), NORSOK M-630 (Norwegian Shelf), ASME III
Gate valves, throttling valves, and check valves, as the cornerstone of the fluid control system in the petroleum industry, have seen their core technologies extend far beyond simple on/off functionality. They are precision equipment that ensures the safe, efficient, and environmentally compliant operation of energy production, transportation, and processing under extreme conditions: high temperature, high pressure, corrosion, erosion, cryogenic temperatures, and flammability/explosiveness.
From a mechanistic perspective:
- Gate Valves, relying on their rigid gate-seat sealing pair, provide near-zero leakage isolation, serving as the "iron gate" for process safety.
- Throttling Valves, through ingenious trim designs (cage-guided, multistage anti-cavitation), achieve precise control over flow and pressure, acting as the "precision helmsman" for process optimization.
- Check Valves, utilizing the fluid's own dynamics and sophisticated mechanical designs (spring-assist, fast closure), faithfully guard flow direction, acting as "automatic sentinels" against reverse flow damage.
Facing the future, the development trends for petroleum industry valve technology are clear:
- Material & Surface Engineering Revolution: Higher-performance alloys, ceramics, and coatings will endow valves with stronger environmental tolerance and longer lifespans.
- Deep Intelligence & Digitalization: Smart valves will become critical nodes in the Industrial IoT, enabling condition awareness, self-diagnostics, predictive maintenance, and remote optimization control, significantly enhancing operational reliability and efficiency.
- Pursuit of Extreme Performance: Continuous breakthroughs in ultra-low emissions, ultra-long life/maintenance-free operation, and tackling extreme conditions (ultra-deepwater, ultra-HPHT, hydrogen energy) will push technological boundaries.
- Green & Low-Carbon Transition: Significant reduction of the valve lifecycle's carbon footprint and environmental risk through energy consumption reduction, fugitive emission elimination, remanufacturing development, and eco-material adoption.
- Adaptation to Energy Diversification: Development of dedicated valve solutions for emerging fields like hydrogen energy, CCUS, and biofuels, supporting the energy structure transition.
- Empowerment via Advanced Manufacturing: Additive manufacturing, precision machining, and intelligent inspection will reshape valve design and production, enhancing quality and responsiveness.
As the global energy landscape evolves and the Industry 4.0 wave advances, petroleum industry valves will continue to evolve. They will transform from passive "piping components" into active "intelligent fluid management units," safeguarding the safety and efficiency of existing energy infrastructure while simultaneously empowering the construction of new energy systems. They will continue to protect the energy lifeline upon which modern industrial civilization depends. Every breakthrough in their core technology will infuse new impetus into the sustainable development of the energy sector.