The Mud Gate Valve plays a crucial role in modern oil and gas drilling systems, particularly in high-pressure mud circulation and well-control operations. Known for its durability, sealing reliability, and high-pressure resistance, this valve type is widely used in drilling manifolds, mud pumps, choke-and-kill systems, and various downhole circulation applications.
Content
Understanding the Basics of a Mud Gate Valve
What Is a Mud Gate Valve?
A Mud Gate Valve is a heavy-duty isolation valve designed to control the flow of drilling mud, cement slurries, and other abrasive fluids. It is engineered to endure harsh drilling conditions, high solid content, and high-pressure operations typically encountered in the oil and gas industry.
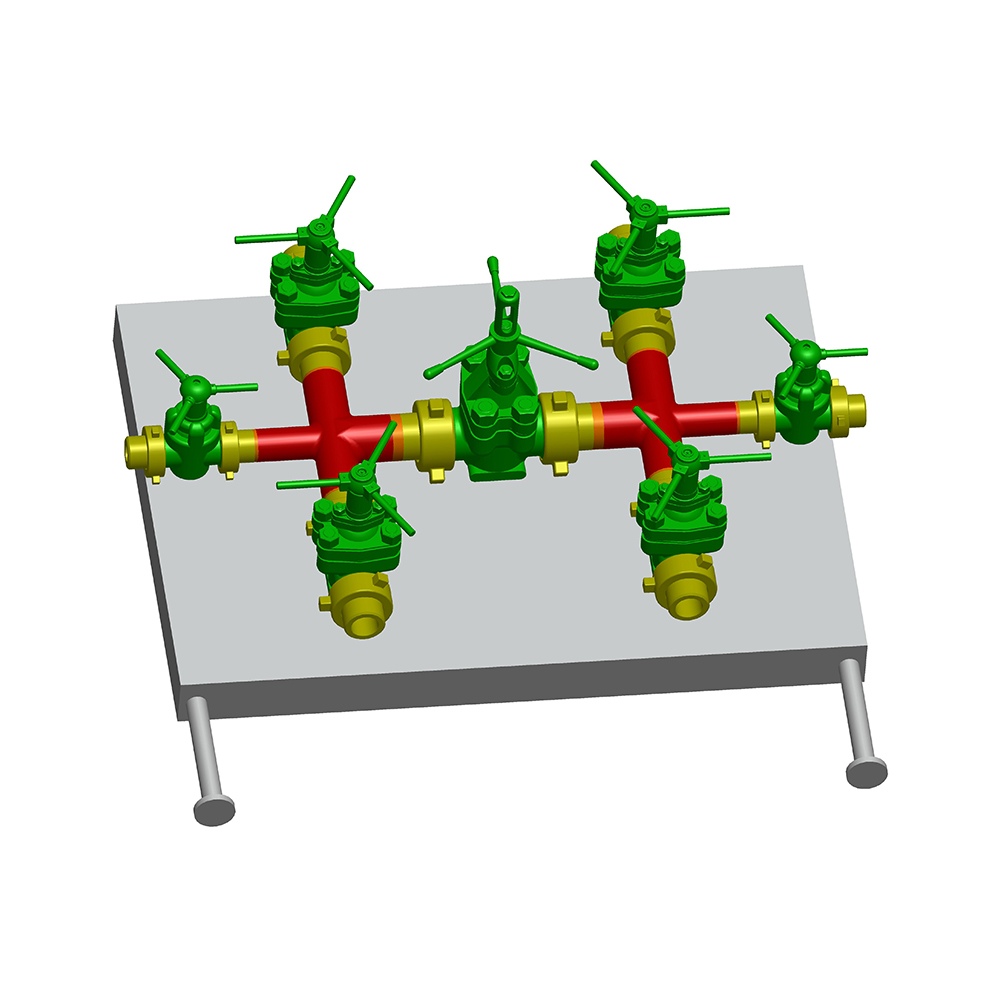
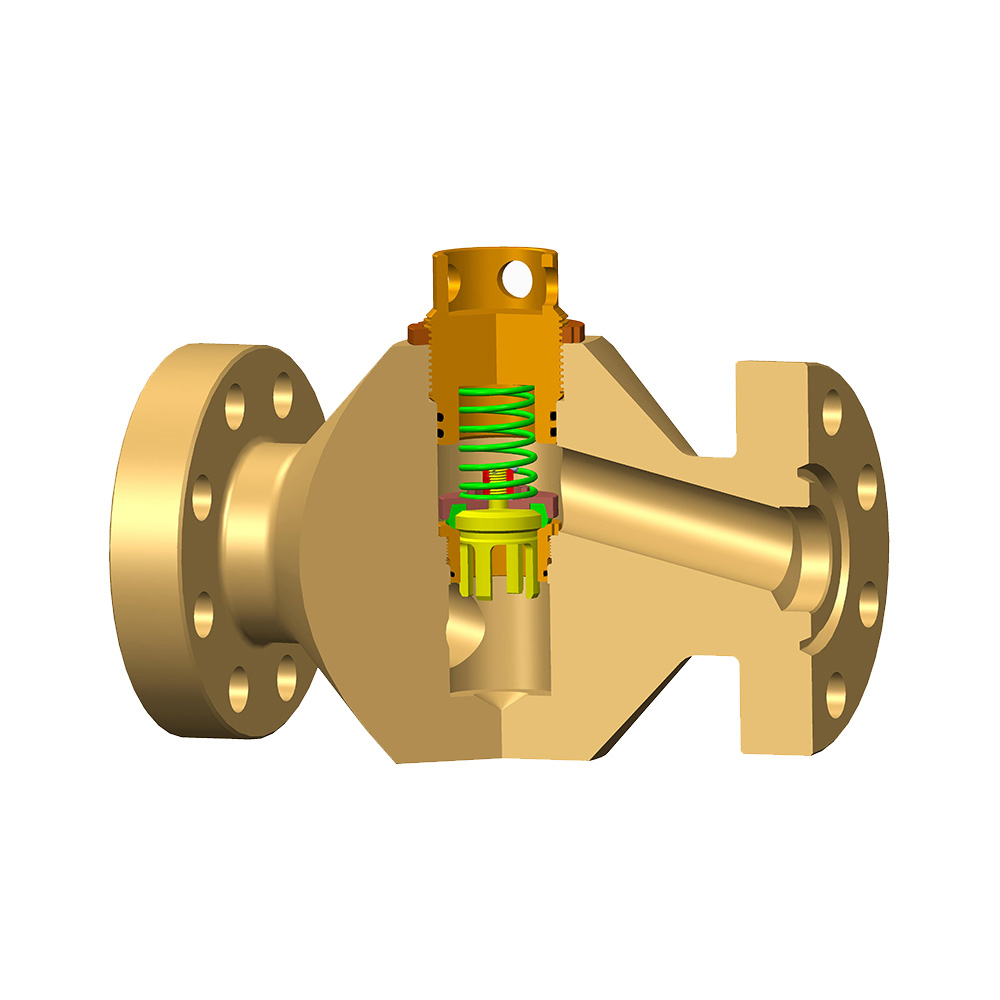
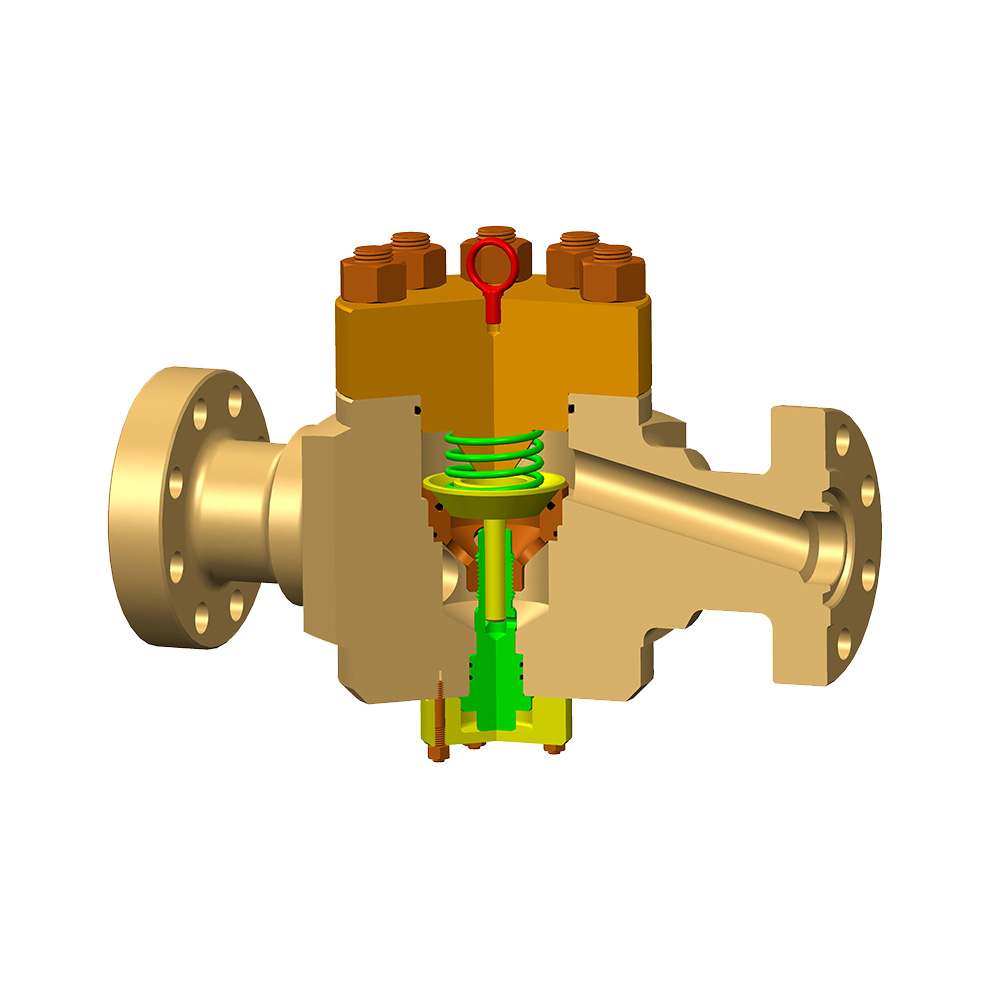
Key Structural Features
- Gate Mechanism: A flat or wedge-shaped gate moves up and down to start or stop mud flow.
- Full-Bore Design: Ensures minimal turbulence and allows tools to pass through the line.
- Hard-Faced Seats: Seats and gate are often hardened to resist erosion from abrasive drilling mud.
- Pressure-Resistant Body: Made from alloy steels capable of handling high pressure and corrosive environments.
- Manual or Hydraulic Operation: Valves can be operated by handwheels or hydraulic actuators for remote control.
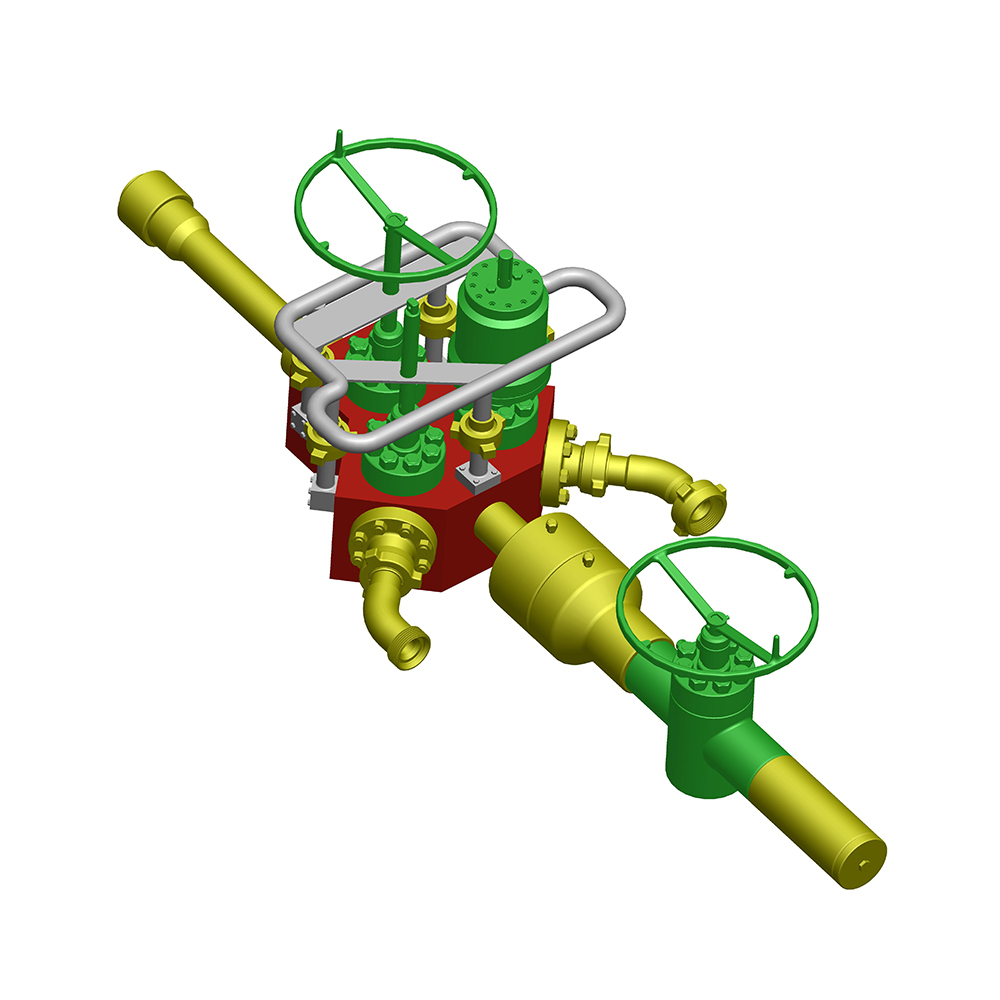
How a Mud Gate Valve Works in Drilling Operations
1. Regulating Mud Circulation
During drilling, large volumes of drilling mud are pumped downhole to cool the drill bit and carry cuttings to the surface. The Mud Gate Valve controls this circulation path, ensuring stable and safe fluid management.
2. Providing Isolation During Maintenance
When equipment such as mud pumps or manifolds require service, the valve isolates sections of the system to prevent mud flow and ensure worker safety.
3. Supporting Well Control
In high-pressure situations, the valve helps redirect mud flow through choke lines or kill lines, assisting in controlling the well during emergencies.
4. Ensuring Abrasion Resistance
The internal components are engineered to withstand continuous erosion caused by sand-laden drilling mud, extending operational lifespan compared to standard valves.
Advantages of Using Mud Gate Valves in the Oil and Gas Industry
- Excellent sealing performance even in high-solid-content fluids.
- Long service life thanks to hardened gate and seat surfaces.
- Low pressure drop due to full-bore flow design.
- Easy maintenance with replaceable internal parts.
- High pressure capability suitable for demanding well-control systems.
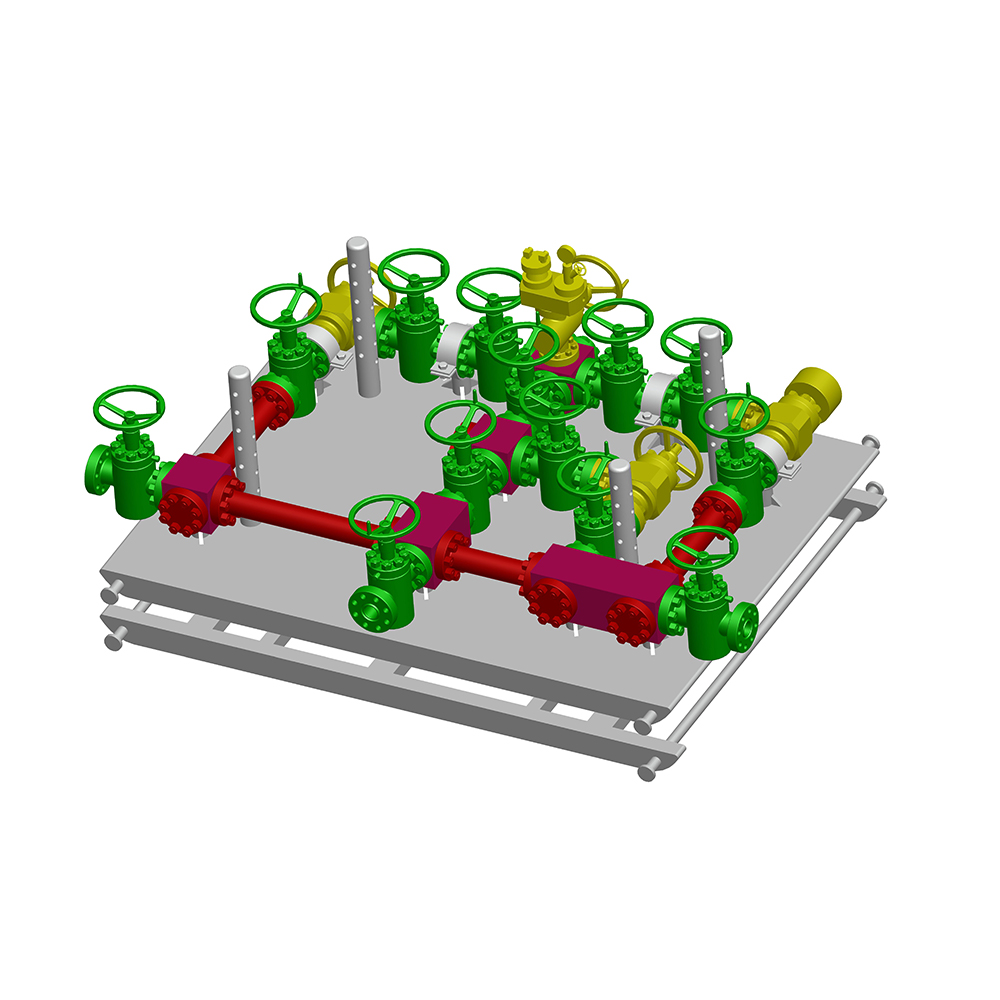
Common Applications of Mud Gate Valves
- Mud manifolds and standpipe systems
- Drilling mud pumps and discharge lines
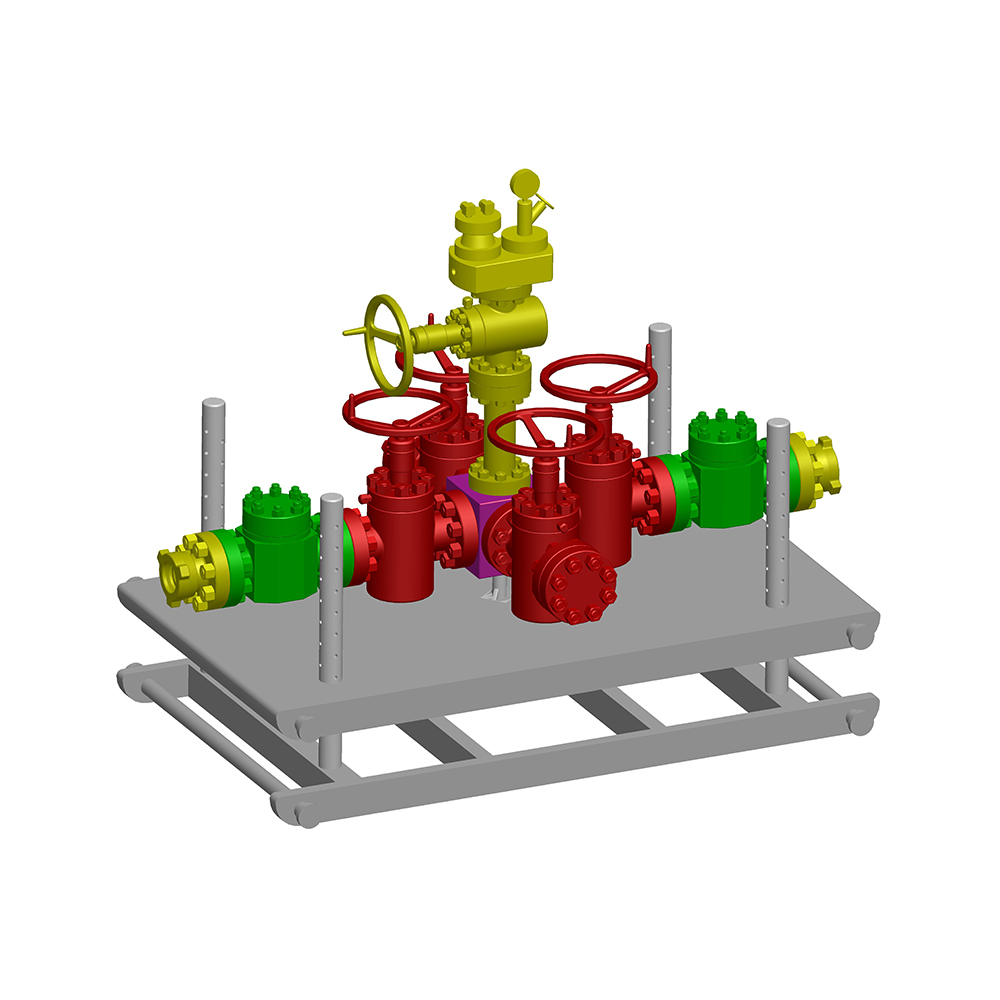
- Choke and kill systems
- Cementing operations
- High-abrasion slurry transport lines
FAQ: Mud Gate Valve
1. What makes a Mud Gate Valve different from a standard gate valve?
A Mud Gate Valve is specifically built for abrasive and high-pressure drilling mud, featuring hardened surfaces and stronger components compared to standard industrial gate valves.
2. Can Mud Gate Valves handle solid-laden fluids?
Yes. Their full-bore design and wear-resistant materials make them suitable for high solid content mud and slurry.
3. Are Mud Gate Valves used only in drilling?
While primarily used in drilling operations, they are also applied in cementing, fracturing, and other oilfield fluid-control systems.
4. How often should a Mud Gate Valve be maintained?
Maintenance frequency depends on mud abrasiveness and operational pressure, but regular inspections are recommended to extend service life and ensure safety.