In the complex and high-stakes environment of the oil and gas industry, the precise control of fluid flow is paramount. Among the critical components ensuring safe and efficient operations is a device known as a choke valve. While often out of sight, its function is indispensable from the wellhead to the processing facility.
Defining the Choke Valve
A choke valve is a type of flow control device designed to regulate the flow rate and reduce the pressure of fluids produced from a well. These fluids are typically a mixture of oil, gas, water, and solids. Unlike a simple on/off valve, a choke valve is engineered to create a calculated pressure drop across a restricted orifice, fundamentally managing the energy within the production stream.
The primary objectives of using a choke valve are:
To control the flow rate from the well.
To maintain stable downstream pressure.
To prevent reservoir damage from rapid pressure changes.
To provide critical well control during drilling, completion, and production phases.
How a Choke Valve Works
The working principle of a choke valve is based on the Bernoulli’s principle: as the velocity of a fluid increases when passing through a constriction, its pressure decreases.
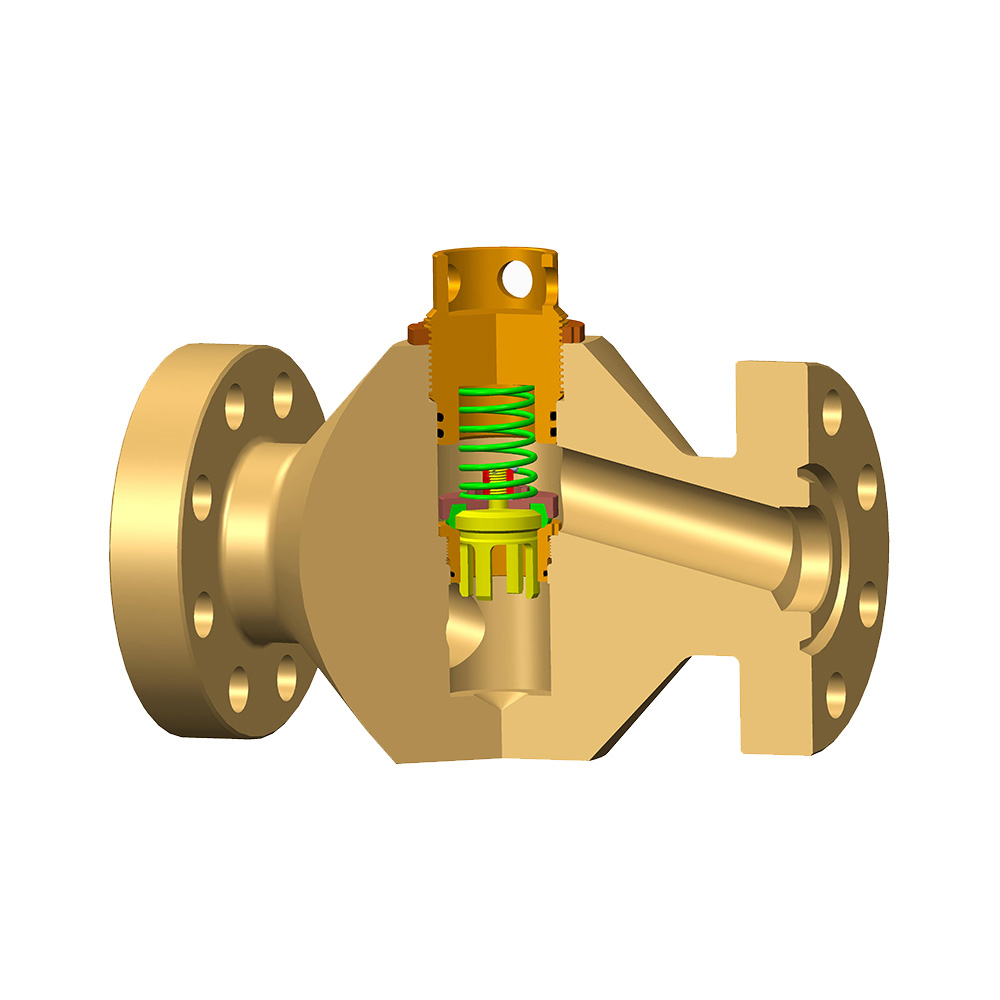
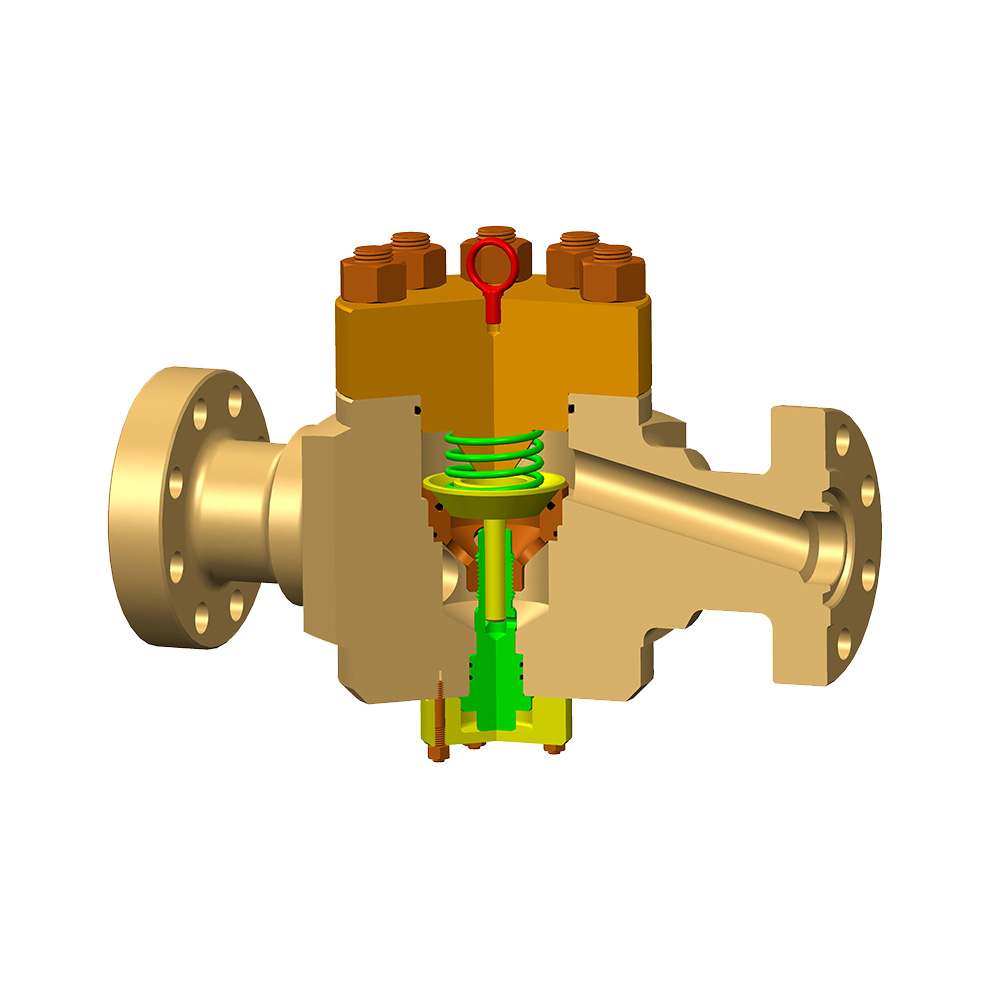
The valve features a restrictive element—an orifice—whose size can be adjusted. As wellstream fluids under high pressure approach this constriction, they accelerate. Once they exit the restriction into a larger flow area, their velocity decreases, and a significant portion of their energy is dissipated as a permanent pressure drop. The degree of this pressure reduction is directly related to the size of the orifice and the properties of the fluid.
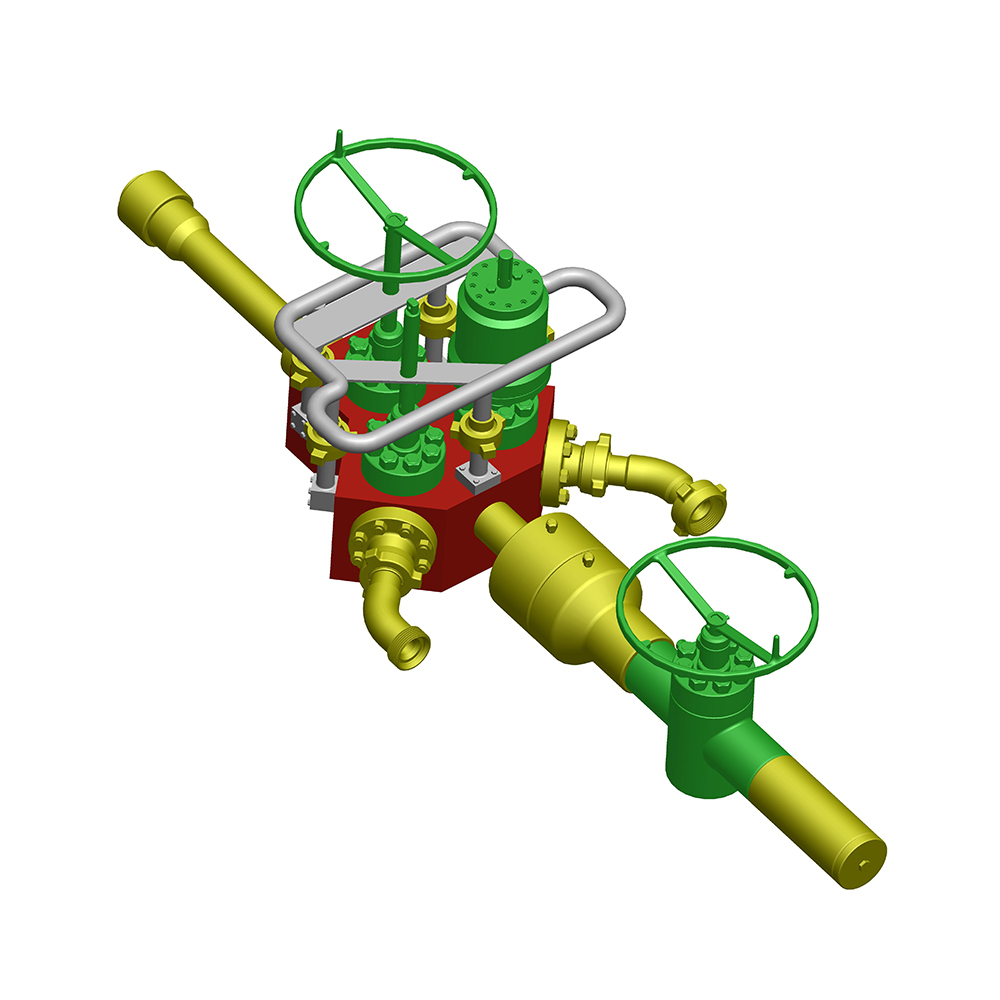
There are two main types of choke valves based on how this restriction is achieved:
Fixed Chokes: These utilize a replaceable bean or nozzle with a specific, unchangeable orifice size. They are simple, robust, and erosion-resistant but require a shutdown of production to change the flow rate.
Variable Chokes: Also known as adjustable chokes, these allow for the orifice size to be modified without shutting down the process. The most common design is the positive choke, which uses a stem to move a needle or plug into a seat, precisely altering the open area. Another type is the negative choke, which uses a set of cages or sleeves.
The selection between fixed and variable choke valves depends on the specific application, required control flexibility, and the erosiveness of the production fluid.
Key Applications in the Oil and Gas Industry
The choke valve is a versatile tool deployed in several critical scenarios:
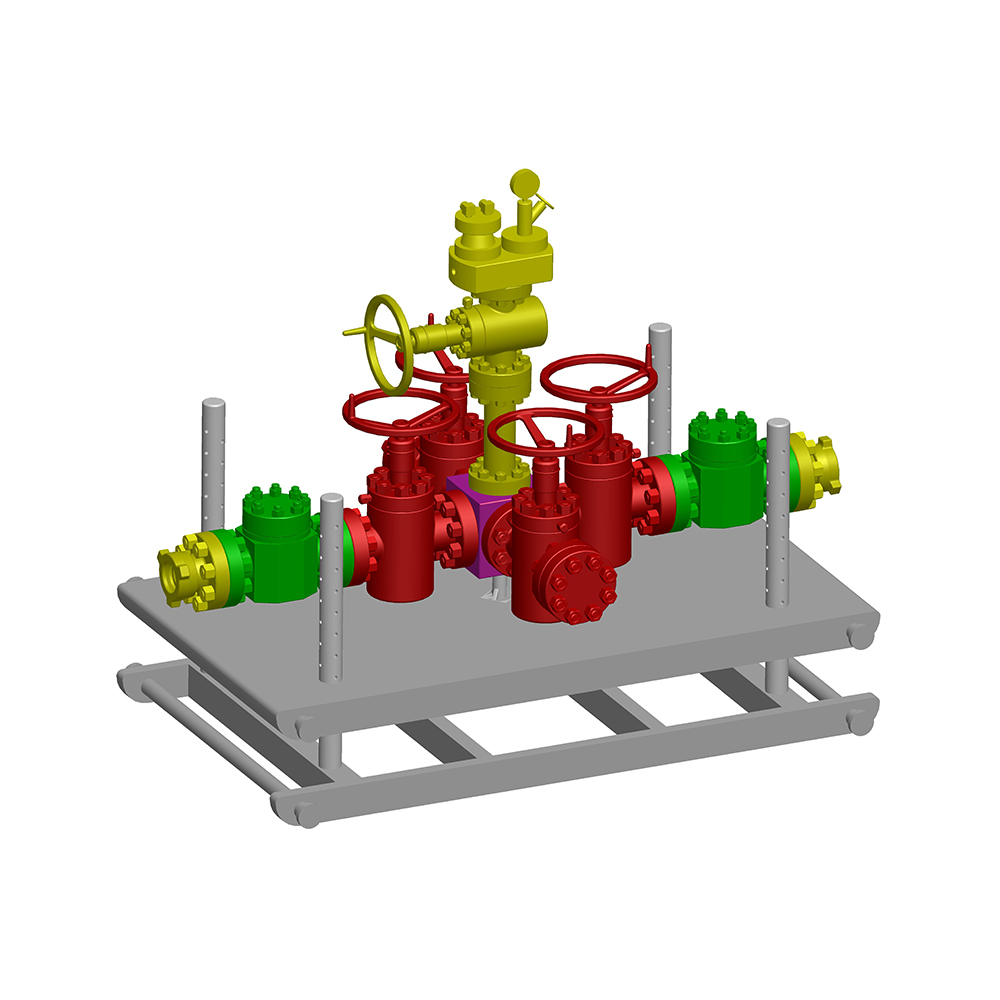
Well Production Control: The primary application is at the wellhead. By controlling the flow rate and pressure, the choke valve regulates the production of the well, optimizing recovery and preventing issues like water or gas coning which can damage the reservoir structure.
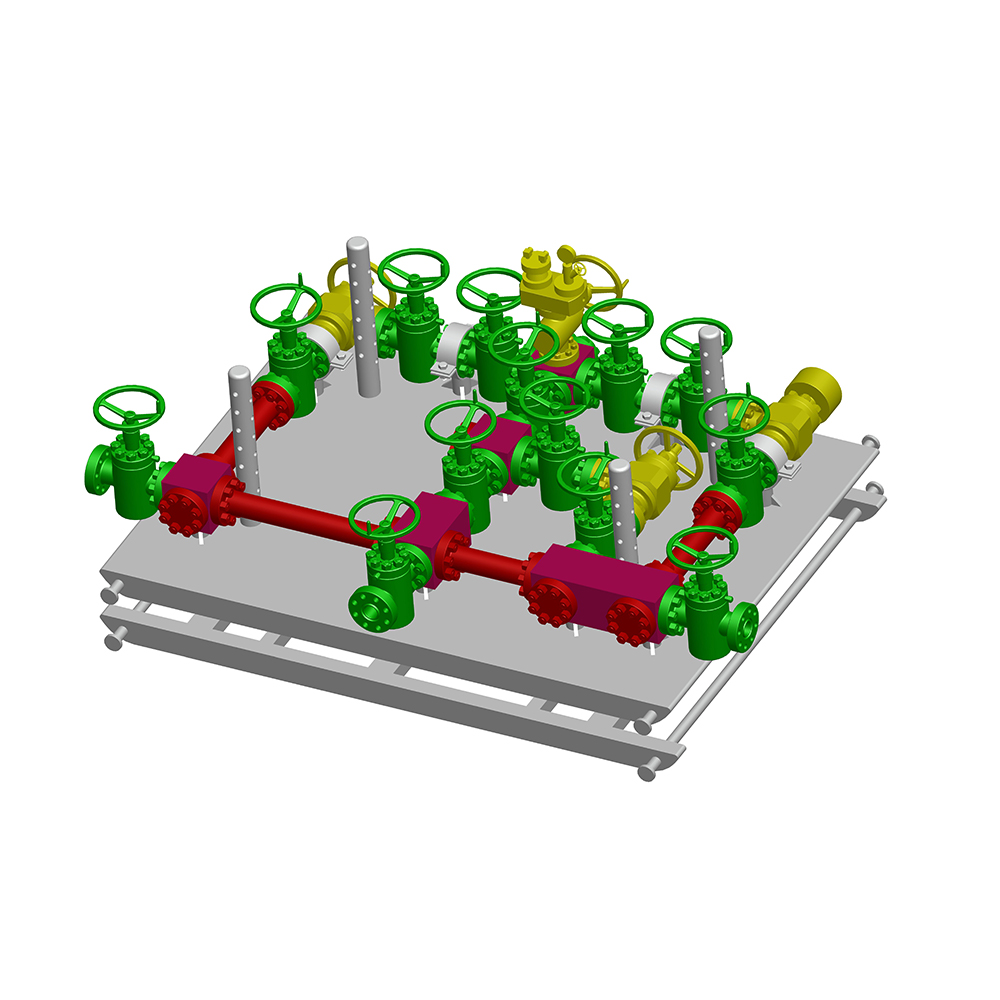
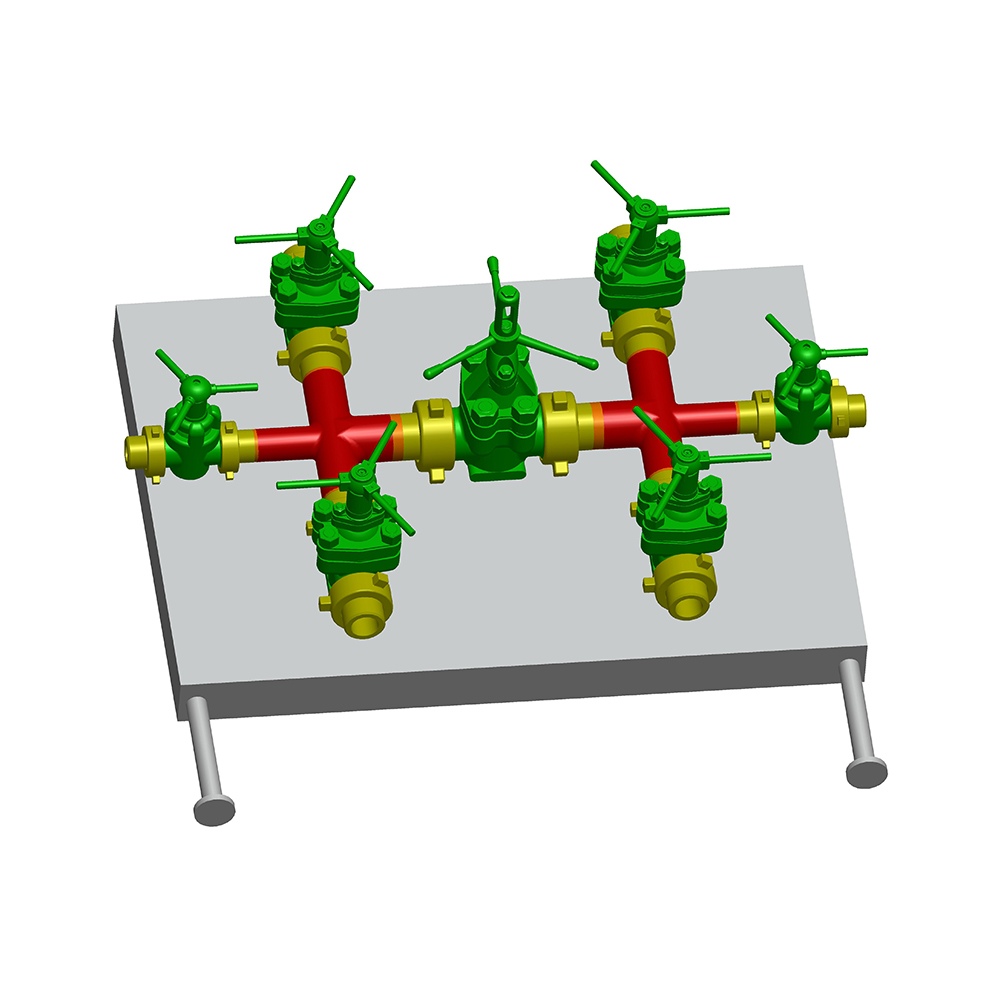
Drilling and Well Completion: During drilling, a choke valve is an integral part of the blowout preventer (BOP) stack. It is used in managed pressure drilling (MPD) and, most critically, in well control operations ("kicking a well") to safely circulate out influxes of formation fluids and control wellbore pressure.
Flowback and Testing: During well flowback and testing phases, choke valves are used to gradually bring a well online, allowing for the careful cleaning of the wellbore and the measurement of production potential while managing pressures.
Protection of Downstream Equipment: By stepping down the high wellhead pressure to a lower, manageable pressure, the choke valve protects more sensitive downstream equipment, such as separators, heaters, and flowlines, from pressure spikes and ensures they operate within their design limits.
Design and Material Considerations
Given the harsh operating conditions, choke valves are engineered for durability. They are subject to extreme pressures, abrasive sands, corrosive chemicals (e.g., H₂S, CO₂), and high-velocity fluid flow that causes erosion. Consequently, they are typically constructed from high-grade hardened alloys, stainless steels, or are equipped with tungsten carbide or ceramic trim for the wetted parts to maximize erosion and corrosion resistance.
The choke valve is a fundamental piece of equipment in the oil and gas industry. Its ability to precisely manage pressure and flow rate makes it essential for ensuring safety, maximizing production efficiency, protecting valuable assets, and maintaining the integrity of the reservoir. Its design, though conceptually simple, is a testament to robust engineering tailored to withstand some of the most challenging industrial environments.